|
|
Категория:
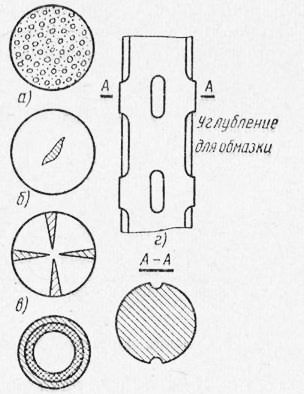
Сварка металлов При автоматической сварке открытой дугой пользуются сварочными токами, превышающими токи при ручной сварке на 30— 50%, соответственно чему производительность сварки возрастает в 1,5—2 раза по сравнению с ручной. В настоящее время сварку голой электродной проволокой ведут чаще на переменном токе, что требует применения электродных обмазок, обеспечивающих устойчивость горения дуги. Использование тонких, ионизирующих обмазок при автоматической сварке не представляет больших затруднений. На рис. 1, а показано сечение специальной электродной проволоки для автоматической сварки открытой дугой с искусственно внесенными при выплавке неметаллическими включениями, которые и играют роль ионизатора, повышая устойчивость дуги. Проволока «с фитилем» (рис. 1, б), в которой обмазка введена в слиток при выплавке стали, имеет после прокатки и протяжки сердцевину, заполненную ионизирующей обмазкой. Проволоку можно изготовить с кресто -образно расположенными продольными надрезами, в которых помещается обмазка (рис. 1, в), со вмятинами на поверхности — углублениями для помещения в них обмазки (рис. 1, г). Электродная проволока может иметь оболочку из тонкой полосовой стали поверх тонкого слоя обмазки. При отсутствии специальной проволоки можно повысить устойчивость дуги, обмакнув бухту проволоки в водный раствор поташа; однако это засоряет механизм автомата, вызывает быстрое ржавление проволоки и поэтому не рекомендуется. Сварка электродной проволокой с тонкой оомазкои дает довольно низкие показатели механических свойств наплавленного металла и сварного соединения. Эти показатели аналогичны показателям при ручной сварке электродами с тонкой обмазкой. Для получения высококачественного сварного соединения при автоматической сварке необходимо применять толстые, или качественные, обмазки. Из-за конструктивных трудностей эта задача До настоящего времени не получила вполне удовлетворительного разрешения. Незначительное повышение производительности при автоматической сварке открытой дугой не создавало достаточных стимулов к промышленному использованию этого метода. Применение при сварке открытой дугой тока небольшой плотности делало возможным работу автоматов лишь при автоматическом регулировании длины дуги, для чего были разработаны многочисленные, часто очень сложные системы регулирования. С появлением способов сварки плавящимся электродом в инертных газах и в углекислоте сварку можно выполнять лишь автоматами и полуавтоматами. При этих способах используются токи очень высокой плотности, для чего пригодны лишь автоматы с постоянной скоростью подачи электрода. Автоматическая сварка открытой дугой в защитных газах имеет высокие технологические показатели.
Рис. 1. Сечения специальной электродной автоматной проволоки
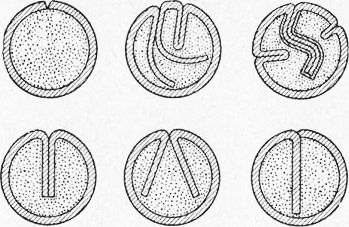
Из попыток решить проблему автоматической и полуавтоматической сварки открытой дугой заслуживает упоминания сварка порошковой проволокой. Эта проволока представляет собой металлическую трубчатую оболочку, изготовленную профилированием и протяжкой и заполненную смесыо порошкообразных веществ. Наибольшее значение имеют стальные проволоки, в которых материалом для трубчатой оболочки служит тонкая стальная лента, нарезанная из холоднокатаной полосы. Заполнителем оболочки первоначально служила порошкообразная смесь ферросплавов, производящих легирование наплавленного металла. Сварку вели или под флюсом, или в защитном газе. Для автоматической или полуавтоматической сварки открытой дугой наполнитель, или сердечник, порошковой проволоки, составляющий по весу 8—13% оболочки, имеет состав, близкий к электродным покрытиям для ручной сварки; в него входят обязательно шлакообразующие компоненты (рутил, гранит и т. п.), иногда ферросплавы и обязательно газообразующие (мрамор СаСОя), различные органические вещества (крахмал и т. п.). Без газообразующих компонентов наплавленный металл содержит слишком много азота и недостаточно пластичен. Проволоку диаметром 1,6— 3 мм применяют для полуавтоматов, 3,5—4 мм — для автоматов. Порошковую проволоку изготовляют с оболочкой разных профилей (рис. 2). Для наплавочных работ под флюсом применяют простейшие трубчатые профили, для сварки открытой дугой — более сложные, увеличивающие количество металла в сечении проволоки. Качество сварки низкоуглеродистой стали достаточно высокое, соответствующее электродам типа Э50А. Сварка проводится постоянным током обратной полярности от источников с жесткой характеристикой, обеспечивающей достаточное постоянство напряжения дуги. Возможность более широкого применения порошковой проволоки определяется экономикой и зависит в значительной степени от совершенствования производства. Все перечисленные проволоки могут быть превращены рубкой в электроды для ручной сварки.
Рис. 2. Сечения порошковой проволоки
Реклама:Читать далее:Автоматическая сварка под флюсомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|