|
|
Категория:
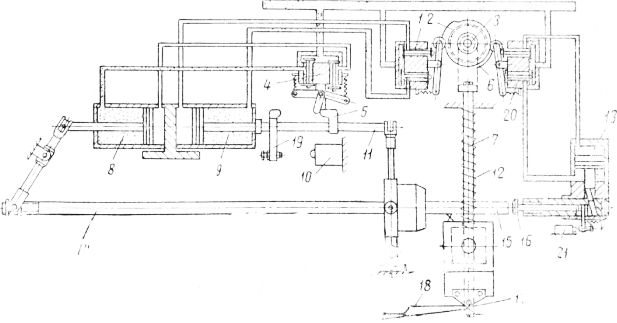
Модернизация металлорежущих станков На рис. 1 показана схема автоматизации токарного станка. Комплексная модернизация всей системы СИП позволила превратить этот морально устаревший станок в высокопроизводительный отрезной автомат. Система автоматизации — пневматическая копирно-путевая. Разрезка труб и прутков происходит следующим образом. В подающую трубу пустотелого шпинделя станка до упора подается заготовка, после чего включаются вращение шпинделя и механизм поперечной подачи. Вместо ходового винта для поперечной подачи в суппорте станка установлен валик. Со стороны рабочего на валике укреплен барабанный копир, а с противоположной стороны через пару шестерен он соединен с кулачками. Валик поперечной подачи проходит сквозь резцедержатель. Под воздействием пружины следящий ролик всегда поджат к профилю барабанного копира. При включении поперечного самохода начнет вращаться валик поперечной подачи. При этом закрепленный на нем барабанный копир подаст вперед через следящий ролик салазки с отрезным резцом. Одновременно на другом конце поперечного суппорта повернется кулачок и переключит пневмокран цилиндра зажима заготовки. В конце хода зажима промежуточный рычаг своим кулачком переключит пневмокран, управляющий цилиндром хода подающей трубы, и она отведется в исходное положение. После зажима заготовки, во время подхода к ней резца, второй кулачок переключает пневмокран цилиндра пиноли задней бабки, и размещенный внутри пиноли упор отводится от торца заготовки. Барабанный копир, продолжая вращаться, подает резец в тело заготовки — происходит отрезка очередной детали. После этого суппорт с резцом по крутой части барабанного копира усилием пружины быстро отводится в исходное положение. Одновременно кулачок 6 переключает пневмокран задней бабки и упор подается в рабочее положение.
Рис. 1. Схема автоматизации станка для отрезки деталей. С помощью кулачка переключается пневмокран, срабатывает цилиндр, и рычаг открывает патрон, раскрепляя заготовку. Двуплечий упор, сидящий на рычаге, производит два действия: верхним цлечом переключает пневмокран цилиндра подачи заготовки, а нижним — через конечный выключатель останавливает электродвигатель станка. Заготовка, посланная вперед, нажимает на упор и через него замыкает контакты микропереключателя, который включает цепь электродвигателя станка, и цикл обработки повторяется снова. Реклама:Читать далее:Комплексная модернизация сверленияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|