|
|
Категория:
Модернизация металлорежущих станков В качестве простейших средств автоматизации используются различные упоры. Как и на станках токарной группы, они могут быть жесткими, индикаторными или электрическими. Для механизации перемещений стола и сокращения потерь рабочего времени на подвод и отвод заготовки в зону резания фрезерные станки модернизируются: К устройствам первого типа относится приставной механизм ускоренного продольного перемещения стола. Он представляет собой простейший редуктор с одной парой цилиндрических шестерен, приводимых в движение индивидуальным электродвигателем небольших габаритов мощностью 0,25 кет. Ведомая шестерня механизма смонтирована непосредственно на ходовом винте стола. Конструктивно редуктор оформлен в виде кронштейна, закрепленного на правом торце стола. Электродвигатель ускоренных подач сблокирован с электродвигателем рабочих подач и срабатывает только при отключении последнего. Для ускоренных перемещений стола успешно применяются и другие устройства, использующие привод от основных механизмов станка, либо с помощью телескопических валиков, либо шлицевых или ременных передач. Кроме механических приводов, для ускоренных перемещений стола станка могут применяться пневмо- и гидросистемы.
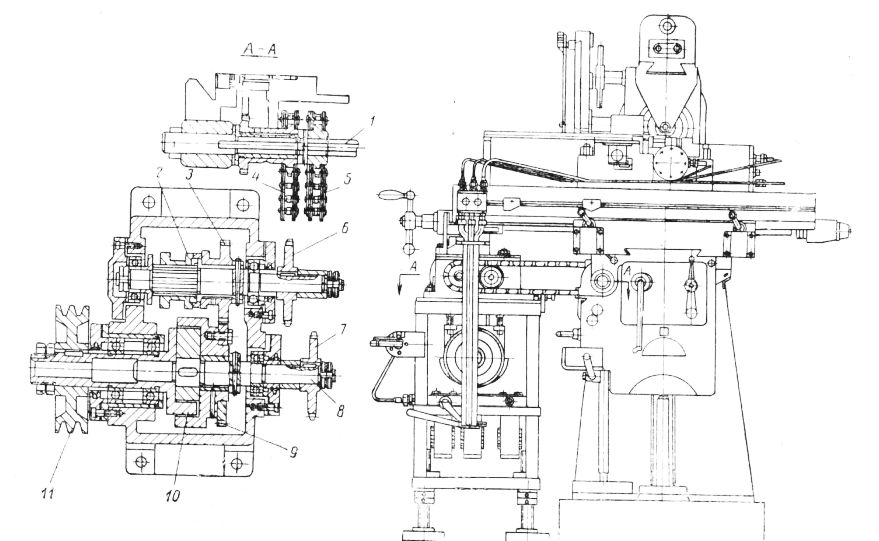
Рис. 1. Автоматизатор перемещений стола.
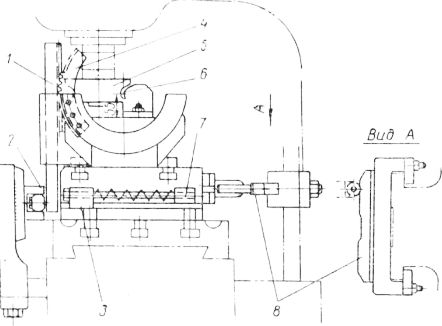
Рис. 2. Механическое устройство для управления прямолинейными перемещениями стола. Автоматизация не только ускоренных, но и рабочих подач стола фрезерного станка может успешно осуществляться с помощью различных устройств, к числу которых относятся так называемые автоматизаторы. Такое устройство устанавливается рядом со станком и не требует больших переделок последнего. Автоматизатор включается в кинематическую цепь станка между коробкой подач и ходовым винтом стола. С помощью цепи Галля от коробки подач получает вращение приемная звездочка автоматизатор. На ходовой винт стола вращение передается от выходной звездочки через вторую цепь. Внутри автоматизатора движение может прерываться при отключении кулачковой муфты от шестерни.
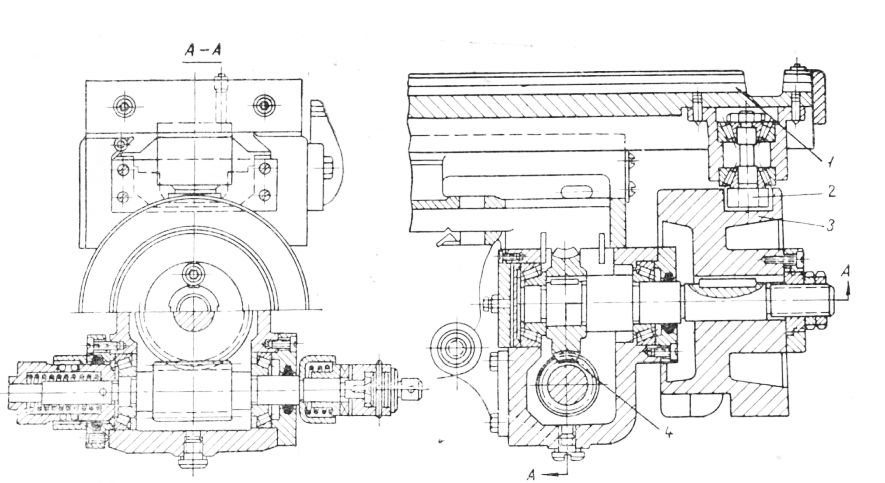
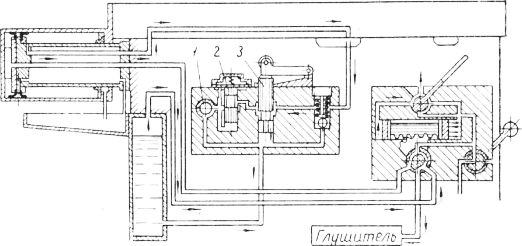
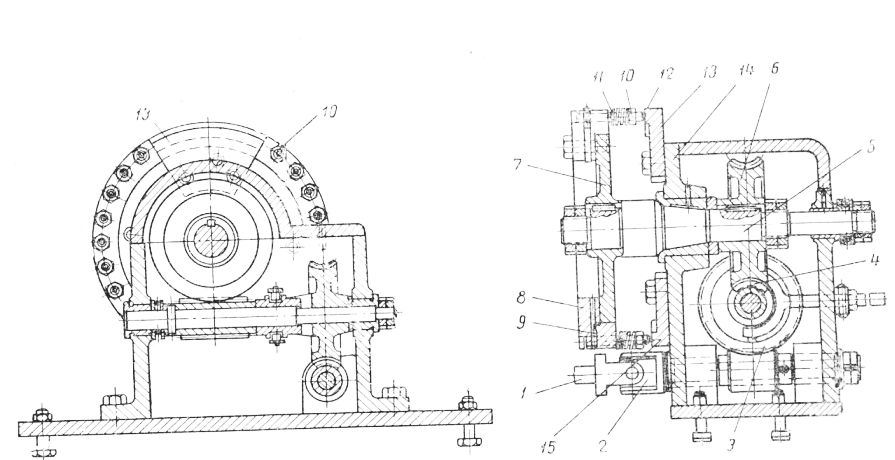
Рис. 3. Пневмогидраглическая схема для автоматизации прямолинейных перемещений стола. Осуществление рабочей подачи происходит при помощи муфты, которая своими торцовыми зубьями передает вращение через шестерни валику с закрепленной на нем выходной звездочкой. Последняя через цепную передачу сообщает вращение ходовому винту стола. Отключение рабочей подачи происходит при снятии напряжения в катушке электромагнита. Ускоренные перемещения стол станка получает через автоматизатор следующим образом. От индивидуального электродвигателя мощностью 0,6 кет с помощью клиноременной передачи через шкив получает вращение ведомый валик. Двусторонняя муфта обеспечивает ускоренное вращение валика со звездочкой в любую сторону независимо от того, поступает или нет вращение на шестерню 9 от коробки подач станка. Управление автоматиза-тором осуществляется от конечных электрических выключателей, команды от которых передаются на электромагнит кулачковой муфты и электродвигатель ускоренного хода. Кроме автоматизаторов, для управления прямолинейными перемещениями стола применяются механические или пневматические устройства, значительно изменяющие конструкцию механизмов подачи. Быстрый подвод стола, переключение на рабочую подачу и его ускоренный отвод в исходное положение производится с помощью барабанного копира, воздействующего своими скосами на ролик, смонтированный в правом конце стола. Барабан получает вращение через дополнительную червячную пару, связанную с коробкой подач. Как видно из чертежа, данный механизм может работать только тогда, когда ходовой винт стола отсоединен от ходовой гайки. Из числа пневмогид-равлических автоматизаторов рассмотрим устройство, применяемое на горизонтально-фрезерных станках средних моделей. В качестве рабочей среды в левой стороне цилиндра используется сжатый воздух. Масло, подаваемое в правую полость цилиндра, применяется для регулирования скорости подачи, демпфирования и ускоренного возврата стола. Под действием сжатого воздуха стол быстро подводится к заготовке. При этом масло вытесняется через открытый пилот. Затем по мере продвижения стола пилот закрывается и на рабочей подаче масло сливается через редукционный клапан и дроссель в резервуар. Для ускоренного возврата стола в исходное положение сжатый воздух посылается в масляный резервуар и вытесняет из него масло в правую полость цилиндра. Воздействуя на поршень и шток, масло быстро отводит стол станка влево. Использование данных устройств возможно только после изъятия со станка всех существующих механизмов подачи. Отсюда очевидно, что наибольшее применение пневмогидравлические авто-матизаторы могут найти в условиях серийного и массового производства. У пневматических приводов столов станка есть одно примечательное свойство: если приводы выполнены двусторонними, они дают возможность работать с маятниковой подачей с применением и встречного, и попутного врезания фрезы. При этом холостые перебеги стола устраняются.
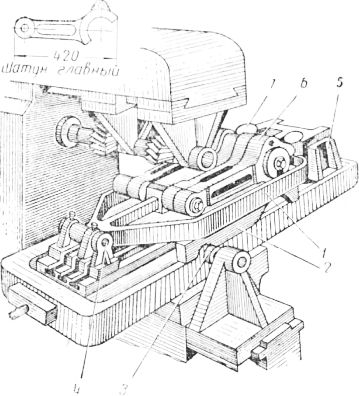
Рис. 4. Комплексная модернизация системы СИП для механизирозанного фрезерозания контура четырех шатунов. Автоматизация непрямолинейных перемещений детали с помощью копирных столов. При фрезеровании деталей со сложными пространственными поверхностями столы станков подвергаются значительной модернизации. К их основанию, двигающемуся по направляющим, добавляются верхние части, имеющие возможность совершать дополнительные, в том числе и непрямолинейные перемещения.
Рис. 5. Копирование с помощью трехэтажного фрезерного стола. Примером может служить устройство, предназначенное для фрезерования сложного профиля шатунов на горизонтально-фрезерном станке модели 6Г83. На продольный стол станка установлен корпус, имеющий возможность поворачиваться в вертикальной плоскости на оси по направляющим. К корпусу прикреплена когшрная линейка, которой он опирается на ролик, непрерывно притягиваясь к нему пружинами, расположенными на свободном торце. При продольном перемещении нижнего стола копирная линейка, проходя по ролику, будет отжиматься кверху. Поворачивая относительно оси верхнюю часть стола с закрепленными на ней четырьмя деталями, она подводит их под вращающиеся цилиндрические фрезы. Рассматриваемое устройство основано на использовании копир-ного стола, имеющего как бы две части: одну, перемещающуюся прямолинейно в горизонтальной плоскости, и другую, совершающую еще и вращательное движение в вертикальной плоскости. Фрезерование деталей со сложными пространственными формами, таких, как турбинная лопатка, имеющая свернутый (винтовой) профиль, осуществляется с помощью трехэтажного копирного стола. Нижняя часть стола неподвижна (относительно стола продольной подачи), средняя перемещается в поперечном направлении от копира, укрепленного на вертикальных направляющих станка. Верхняя часть стола имеет вид части большой шестерни, которая поворачивается относительно горизонтальной оси от вертикальной зубчатой рейки. Движение рейки создается при перемещении ее следящего ролика по второму копиру, расположенному на консоли, со стороны рабочего.
Рис. 6. Комплексная модернизация системы СИП для непрерывного полуавтоматического фрезерования шлицев. В результате сочетания движений заготовки по двум взаимно перпендикулярным направлениям и вращения относительно горизонтальной оси при фрезеровании ее фасонной фрезой автоматически выполняется заданный сложный профиль лопатки, непрерывно меняющийся в каждом последующем сечении. Автоматизация перемещений детали в зону резания с помощью вращения столов или установленных на них специальных механизмов имеет не меньшее значение. Примером данной, модернизации может служить изображенный на рис. 6 горизонтально-фрезерный станок, модернизированный для прорезки шлицев на винтах, шурупах и подобных им деталях. Модернизация заключается в следующем. Апрчрпного станка, модернизированного для прорезки шлицев.
Рис. 7. Схема работы горизонтально-фрезерного станке, Он приводится в движение от электродвигателя при помощи цепной передачи. От приводного вала регулятора вращение передается при помощи шарнирной муфты на червячные пары. Второе червячное колесо неподвижно закреплено на валу карусельного приспособления и передает ему свое вращение. С валом жестко соединен диск и связанный с ним четырьмя болтами рабочий барабан. В теле барабана расточены тридцать отверстий для установки деталей (винтов, шурупов). Детали вставляются в радиальные гнезда до упора торцом своих шляпок в наружную цилиндрическую поверхность барабана. Для предохранения деталей от самопроизвольного выпадания из вращающегося барабана используются тридцать болтов, всегда стремящихся под действием пружин зажать изделия в их гнездах. Зажимные болты под действием своих пружин всегда оттягиваются вправо и занимают часть пространства гнезд изделий. Для освобождения места изделиям болты должны отойти влево. Это достигается тем, что при вращении барабана головки болты встречают на своем пути верхний копирный сектор, жестко связанный с корпусом редуктора, и отжимаются этим скосом влево, освобождая место в гнездах барабана для установки деталей. После установки деталей в освобожденные гнезда барабан приспособления, пройдя верхний копирный сектор, дает возможность пружинам оттянуть болты вправо и зажать детали, а затем подает их в зону обработки. Вращающаяся фреза прорезает канавки. Детали проносятся вниз медленно вращающимся барабаном, где встречают второй неподвижный копирный сектор. Болты снова отжимаются скосом копира влево, высвобождая детали в гнездах, и детали под действием собственного веса падают вниз. Описанная модернизация превращает данную операцию в полуавтоматическую. Она позволяет при замене рабочего барабана и инструментов осуществлять фрезерование пазов, лысок и шлицев. Реклама:Читать далее:Автоматизация с применением гибких следящих системСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|