|
|
Категория:
Модернизация металлорежущих станков Значительно больший эффект, чем при рассмотренном выше способе автоматизации подачи от общего привода, дает автоматизация подачи и вращения инструмента от индивидуальных приводов. Устройства последнего вида выполняются в виде так называемых силовых головок. Они могут быть самодействующими, если перемещаются со всеми своими механизмами вместе со шпинделем, и несамодействующими, если часть силовых механизмов вынесена отдельно и со шпинделем не перемещается.
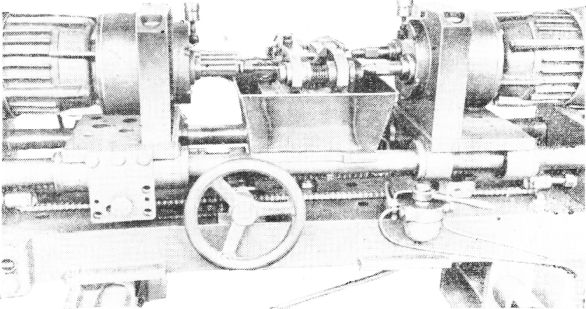
Рис. 1. Агрегатный станок с цепным приводом силовых головок. Все силовые головки разделяются на устройства с подачей от рейки или от цепной передачи, с подачей от плоского кулачка, с подачей от копирного барабана, с электромеханическим приводом, с гидравлическим приводом, с пневмогидравлическим приводом. Наиболее простыми головками среди перечисленных являются устройства с цепными передачами. На рис. 1 представлен сверлильный станок, состоящий из двух силовых многошпиндельных головок, приводимых в движение от индивидуальных электродвигателей. Движение подач инструментальных головок осуществляется автоматически с помощью цепной передачи.
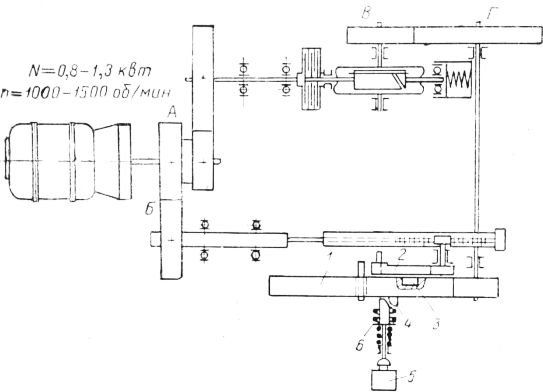
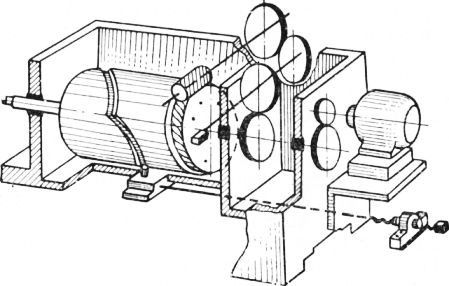
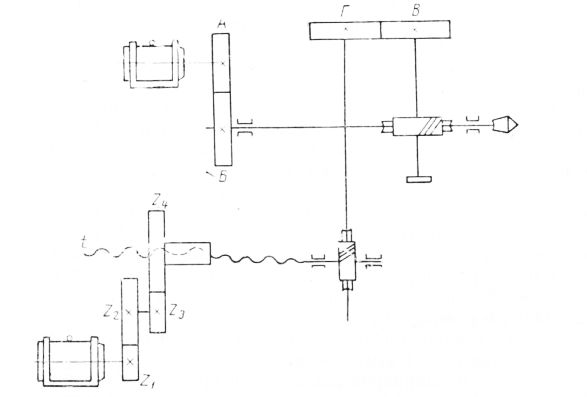
Рис. 2. Кинематическая схема силовой головки с подачей от плоского кулачка. Операция сверления пяти отверстий в крышках распределительных валов на новом станке происходит на автоматическом цикле. По сравнению со сверлением на радиально-сверлильном станке в новой операции усовершенствована вся система СИП—создан высокопроизводительный станок, применены многойнструмент-ные наладки, изготовлено и смонтировано быстродействующее пневматическое приспособление. Производительность труда повысилась более чем в 4 раза. Станок, смонтированный из силовых головок, встроен в полуавтоматическую линию Уральского турбо-моторного завода. Среди силовых головок следующее место по сложности занимает силовая головка с механизмом подачи от плоского копирного кулачка. Она проста в изготовлении и надежна в эксплуатации. На сверлильных операциях подобные головки применяются с 1928 г. Кинематическая схема силовой головки с подачей от плоского кулачка показана на рис. 2. Шпиндель головки вращается от индивидуального электродвигателя с помощью пары сменных шестерен А и Б. Подача инструмента осуществляется от того же электродвигателя через пару цилиндрических шестерен, червячную передачу, сменные шестерни В и Г, ведущую шестерню и шестерню, имеющую фасонный паз, в который входит палец. Он сообщает вращение в ту или другую сторону зубчатому сектору. На копирной шестерне размещен кулачок, который вначале через упор выключает фрикционную муфту, прекращая подачу, а затем через соленоид отключает электродвигатель. Представителем современных силовых головок с плоскокулачковым приводом может служить самодействующая головка АУ311-10А, изготовляемая Харьковским заводом малых агрегатных станков. Она предназначена для сверления, развертывания, торцевания, цекования, нарезания резьбы, а также фрезерования отверстий в специальном приспособлении. Головка может быть оснащена многошпиндельными насадками. На базе этой головки компонуются многошпиндельные агрегатные станки с автоматическими и полуавтоматическими циклами работ. Следующей разновидностью силовых головок являются головки с механизмом подачи от копирно-го барабана. Кинематическая схема их устройства изображена на рис. 199. Главное движение — вращение инструментальных шпинделей —данная головка получает от индивидуального электродвигателя через пару сменных цилиндрических шестерен. Движения подач инструменты получают через две пары цилиндрических шестерен, червячную передачу и копирный барабан, выдвигающийся при своем вращении в результате скольжения копир-ного паза по неподвижному пальцу. Для сообщения головке установочных перемещений используется отдельная винтовая передача. Силовая головка с электромеханическим приводом подачи отличается от предыдущих тем, что в качестве непосредственного механизма подачи шпинделя использован ходовой винт с гайкой. Кинематическая схема головки показана на рис. 4. Основной электродвигатель сообщает инструментальному шпинделю главное вращательное движение через пару сменных шестерен и движение рабочей подачи с помощью червячной пары, пару сменных шестерен, вторую червячную пару и ходовой винт.
Рис. 3. Кинематическая схема силозой головки с подачей от когшрного барабана.
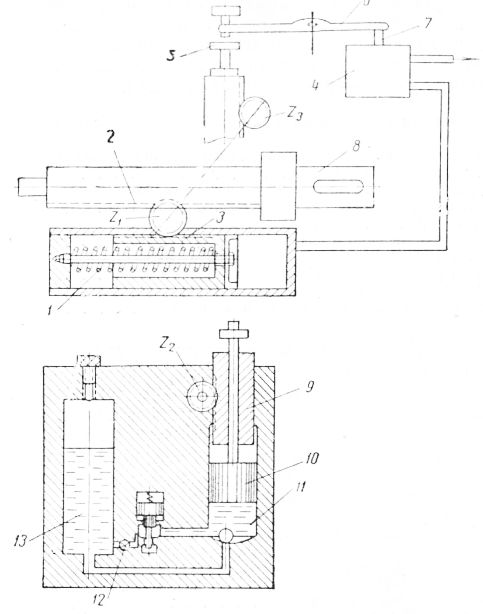
Рис. 4. Кинематическая схема силовой головки с электромеханическим приводом подачи. Кроме того, в конструкции головки предусмотрен механизм ускоренных перемещений от дополнительного электродвигателя, приводящего в движение ходовую гайку-шестерню с помощью цилиндрического редуктора. Гидравлический привод инструмента. Наиболее успешно автоматизируется привод сверлильных головок с помощью гидравлических устройств. Гидравлические силовые головки, в отличие от головок с различными видами механических приводов, обладают многими технологическими преимуществами и значительно большей универсальностью. В сочетании с копирными устройствами гидравлические головки обеспечивают работу различных автоматических циклов, отличающихся как величиной, так и направлением подач. Данные головки допускают настройку на ступенчатую подачу инструмента с периодическим выводом сверла из обрабатываемого, отверстия для удаления стружки, что особенно важно в случаях глубокого сверления. Автоматизация подач обеспечивается системой путевого управления с применением конечных выключателей и реле времени. Гидравлические силовые головки легко компонуются в агрегатные станки. Для осуществления рабочих ходов служит насос малой производительности, для ускоренных холостых —-насос большой производительности. Лучшими отечественными устройствами рассматриваемого типа являются гидравлические силовые головки конструкции станкозавода им. С. Орджоникидзе. Мощности гидравлических головок достигают 30 кет, усилие подачи — 11т. Бесступенчатое регулирование подач гидравлических головок находится в пределах от 0 до 5000—6000 мм]мин. Обстоятельствами, несколько сдерживающими широкое распространение гидравлических головок, является их относительно сложное устройство. Пневмогидравлические силовые голов-к и по конструкции подобны гидравлическим. От последних они отличаются лишь тем, что рабочие подачи пневмогидравлических головок осуществляются от пневматических цилиндров, а скорости этих подач регулируются при помощи гидравлических цилиндров (торможением потока масла, направляющегося из гидравлического цилиндра в резервуар). Конструктивно пневматический и гидравлический цилиндры выполняются либо раздельными, либо общими. Воздушная и масляная полости цилиндров разделяются при этом резиновыми диафрагмами. Встречаются конструкции, где полости цилиндров не разделяются ничем. На рис. 5 представлена схема пневмогидравлической головки с раздельными цилиндрами. Быстрый подвод шпинделя осуществляется при поступлении сжатого воздуха в правую полость пневмоцилиндра. Перемещающийся влево поршень с рейкой через промежуточную шестерню и рейку быстро подаст шпиндель вперед. При дальнейшем перемещении шпинделя в этом же направлении произойдет торможение его хода, что будет соответствовать рабочей подаче инструмента. Торможение возникает при повороте шестерни втулки до ее контакта с поршнем. Втулка упрется в поршень, переливающий масло из резервуара через дроссельный клапан в полость, и затормозит ход шпинделя. Обратный ход шпинделя осуществляется пружиной. При этом кулачок, срабатывая от третьей реечной шестерни, открывает рычагом воздушный клапан и соединяет правую полость цилиндра с атмосферой.
Рис. 5. Пневмогидравлическая силовая гоховка. Встречаются пневмогидравлические системы, где обратный отвод шпинделя осуществляется только при помощи гидравлического цилиндра. Пневмогидравлические головки характеризуются мягкостью режима и надежностью в эксплуатации. Среди современных конструкций подобных головок примечательна пневмогидравлическая силовая головка модели ПГСГ-12, разработанная научно-исследовательским институтом технологии тракторного и сельскохозяйственного машиностроения. Головка предназначена для компоновки современных агрегатных станков-полуавтоматов. Она может быть снабжена шпиндельной коробкой-насадкой любого назначения: для сверления отверстий (одношпиндельной и многошпиндельной), для растачивания, для фрезерования и др. Механизм подачи головки —пневмогидравлический. Не меньший интерес представляет пневмогидравлическая самодействующая силовая головка модели ГС-7 (конструкции научно-исследовательского института авиационной технологии). Головка имеет подвижный корпус с плоскостью для закрепления сверлильных, фрезерных и других насадок. Цикл работы головки —- автоматический, с регулируемой длиной хода. Он состоит из ускоренного подвода, рабочих подач и ускоренного возврата корпуса в исходное положение. Пневмогидравлические силовые головки применяются в основном для автоматизации подач инструментов на операциях, не требующих большого расхода мощности. Реклама:Читать далее:Частичная автоматизация сверлильных операцийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|