|
|
Категория:
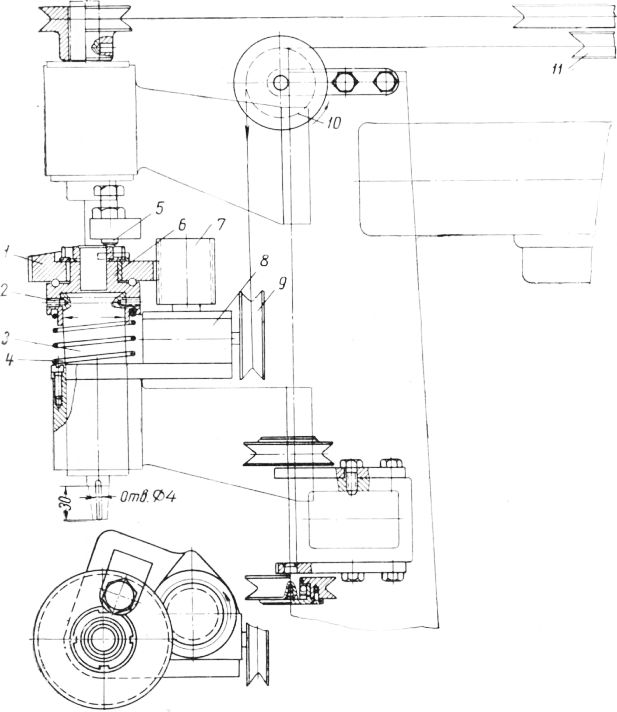
Модернизация металлорежущих станков Автоматизация цикла сверлильных работ начинается обычно с усовершенствования движений подач. В настоящее время многие детали сверлятся на вертикально-сверлильных станках с ручной подачей шпинделя. Между тем это ручное перемещение может быть легко автоматизировано. С этой целью используются различные механические, пневматические, гидравлические, пневмогидравлические и электромеханические системы. В качестве источника движения могут служить основные или дополнительные электродвигатели станка. Очень простыми в исполнении и достаточно надежными в работе являются кулачковые механизмы. На рис. 1 показана схема сверлильного станка типа НС-12 с автоматической подачей шпинделя на рабочем и холостом ходах, осуществляемых при помощи кулачкового механизма. Источником движения является основной электродвигатель станка. Роль рабочего в технологическом процессе, осуществляемом на этом станке, сводится к установке деталей в кондуктор и снятию их после сверления. Универсальный станок превращен в полуавтомат. Механизм автоматизации подачи работает следующим образом. К пиноли шпинделя винтами прикреплена опорная втулка. Спиральная пружина, упираясь в торцы этой втулки, стремится отбросить шпиндель станка вверх, но этому препятствует упор, закрепленный на станине станка и касающийся рабочей поверхности кулачка, выполненной на торце шестерни. Шестерня-копир посажена на упорный шариковый подшипник. При своем вращении она подходит скосом под неподвижный болт-упор и, увлекая за собой втулку, отжимается вниз. Преодолевая сопротивление спиральной пружины, втулка подает вниз скрепленный с ней шпиндель. Происходит рабочая подача сверла. Продолжая вращаться, шестерня подходит под упорный болт впадиной своего копирного торца. В этот момент между ними образуется зазор, который немедленно ликвидируется пружиной, отбрасывающей шпиндель вверх до упора. Происходит ускоренный вывод сверла из отверстия. Так как копирная шестерня вращается непрерывно, то описанный цикл подач — рабочей и холостой — непрерывно повторяется.
Рис. 1. Схема автоматизации сверлильного станка типа НС-12. Ход сверла определяется высотой подъема спирали копирного торца шестерни. Величина подачи сверла зависит от числа оборотов копирной шестерни, имеющей отдельный от шпинделя привод. Свое движение эта шестерня подачи получает от электродвигателя станка с помощью ременной передачи от шкива, через блоки и червячный редуктор с ведущей шестерней. Описанный способ автоматизации сверлильного станка конструктивно прост и, как показал опыт Уральского турбомоторного завода, надежен в эксплуатации. Он может быть использован также на операциях снятия фасок у различных деталей. Автоматизация подачи режущего инструмента механизировала ручной труд сверловщиков и повысила производительность труда на 30—40% Реклама:Читать далее:Автоматизация подачи и вращения инструмента от отдельного электродвигателяСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|