|
|
Категория:
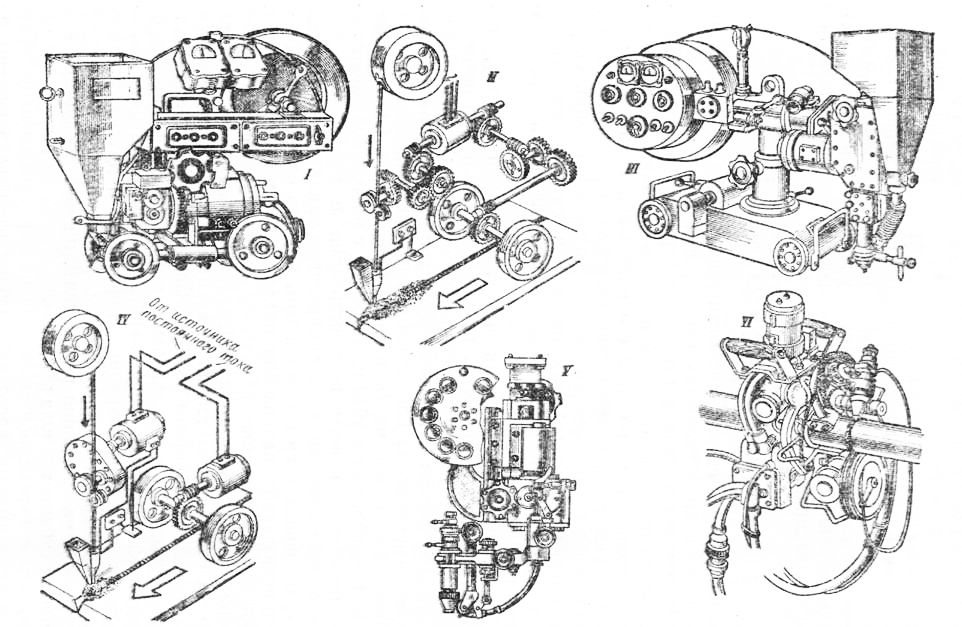
Сварка металлов Замена ручной сварки автоматической ведет к повышению производительности и качества сварки; для швов длиной более 2 м автоматическая сварка экономичнее ручной. При автоматической сварке основные операции процесса — зажигание дуги, подача электрода в дугу по мере его плавления, поддержание постоянной длины дуги, перемещение дуги для образования шва и гашение дуги выполняются автоматически. Эти операции сварки выполняются сварочными тракторами или самоходными головками. Иногда головка устанавливается неподвижно, а перемещается само изделие. На любом автомате сварщик выполняет только наладку, контролирует протекание процесса, включает и выключает автомат. Автоматические головки и сварочные тракторы изготовляют двух основных типов: с постоянной скоростью подачи сварочной проволоки в процессе ее плавления и с переменной скоростью подачи. Первый тип головки (автомата) предложен в СССР инженером В. И. Дятловым в 1942 г. Автоматы с постоянной скоростью подачи проволоки просты по конструкции и управлению; они устойчиво работают за счет саморегулирования дуги. Процесс саморегулирования дуги состоит в том, что при случайном уменьшении длины дуги ее напряжение падает, а ток в дуге возрастает; ‘увеличение /тока ускоряет плавление конца проволоки и длина дуги восстанавливается до первоначальной отрегулированной величины; при случайном удлинении дуги процесс ее саморегулирования протекает в обратном порядке. Скорость саморегулирования дуги на автоматах (и в шланговых полуавтоматах) зависит от вида внешней вольт-амперной характеристики источника питания дуги, от диаметра сварочной проволоки и других условий. Автоматы и шланговые полуавтоматы, работающие с постоянной скоростью подачи проволоки в зону дуги, широко распространены как в нашей стране, так и за рубежом. Автоматы с переменной скоростью подачи проволоки по сравнению с автоматами с постоянной скоростью подачи сложны по конструкции и в управлении. Устойчивое горение дуги в моменты возмущения (падение напряжения в сети, пробуксовывание сварочной проволоки в электродных роликах и др.) достигается в этих автоматах изменением скорости подачи проволоки специальным автоматическим регулятором. На рис. 1 представлены внешние виды различных сварочных автоматов.
Pиc. 1. Сварочные тракторы и головки:
Реклама:Читать далее:Поточные линии по изготовлению сварных изделииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|