|
|
Категория:
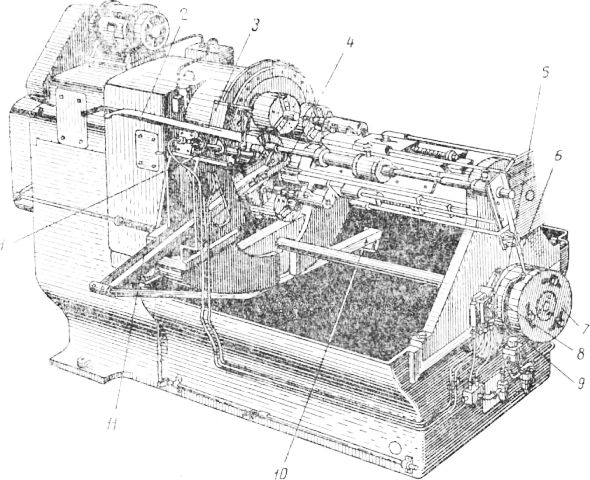
Модернизация металлорежущих станков Обработанная по торцам заготовка в строго ориентированном положении — узким концом в сторону шпиндельной бабки — по ленточному транспортеру подается на следующую — вторую операцию. Происходит обработка всех ступеней короткого конца втулки и разделка внутреннего отверстия. Вместо трех различных токарных операций прежнего процесса введена одна операция — автоматная. Для этой цели модернизирован старый, списанный с производства шестишпиндельный станок фирмы «Берд». Он дополнен приемным лотком с отсекателем, выдающим в зону резания по одной заготовке специальным цанговым устройством. Это устройство подает заготовку в очередной патрон и вынимает ее из патрона после обработки. Весь механизм штучной загрузки и выгрузки заготовок автоматически срабатывает от специального копирного барабана. При вращении барабан своей профильной канавкой через рычаг управляет движением цанги от патрона или к патрону, т. е. подачей или выемкой заготовки. Выступающими кулачками барабан воздействует на золотник воздухораспределителя, который, посылая сжатый воздух в пневматический цилиндр отсекателя, осуществляет поштучную выдачу заготовок в зону действия подающей цанги. Обработанная заготовка вытягивается из патрона цангой, скатывается по наклонным лоткам и поступает на транспортер для передачи на следующую операцию. На данной операции комплексной модернизации подверглись все элементы системы СИП: усовершенствован не только инструмент и приспособление, но и станок.
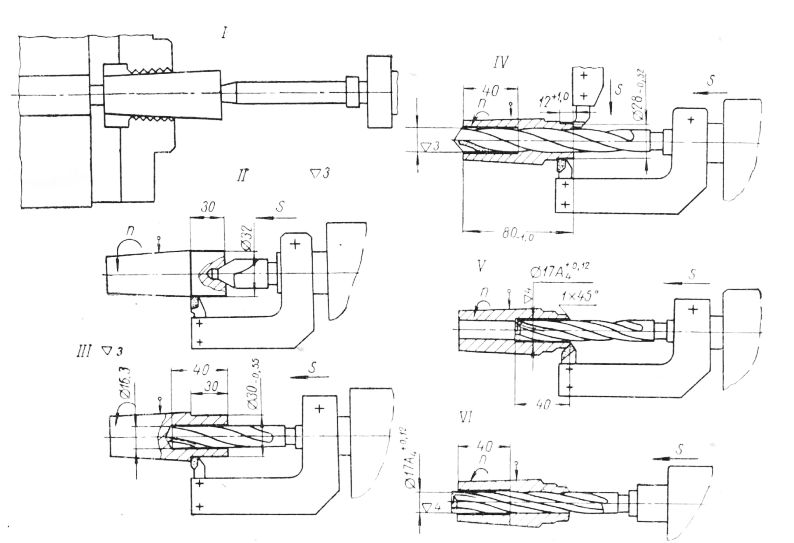
Рис. 1. Автоматизированный многоннструментный автомат. В качестве приспособлений применены быстродействующие самоцентрирующие пневматические патроны со специальными губками и торцовыми упорами. У режущих инструментов улучшена геометрия заточки, на сверлах и зенкерах применены пластинки из твердого сплава ВК8. Операция осуществляется за 6 позиций, как показано на рис. 2. В позиции I заготовка, поступившая от первого станка, автоматически устанавливается в одном из шести патронов. Установочными базами являются меньший торец и наружная необработанная поверхность детали. Установка и закрепление детали в патроне происходит во время обработки пяти других деталей на остальных позициях, т. е. время на установку, а также снятие деталей, совмещено с временем механической обработки и других движений станка.
Рис. 2. Позиции многоинструментной обработки. В позиции II после поворота шпиндельной бабки на х/в часть окружности происходит зацентровка торца детали, совмещенная с предварительной обточкой ее короткого конца. Реклама:Читать далее:Автоматизация токарно-многорезцовой обработкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|