|
|
Категория:
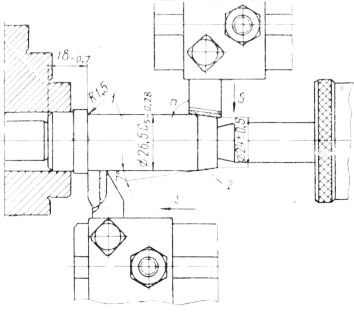
Модернизация металлорежущих станков Далее: Автоматизация прошивки На следующей — третьей — операции предварительно обтачивается остальная наружная поверхность втулки, как это показано на рис. 1. Обработка производится на токарно-многорезцовом станке модели МТ-30, превращенном в результате проведения комплексной модернизации в автомат.
Рис. 1. Эскиз многорезцовой обточки.
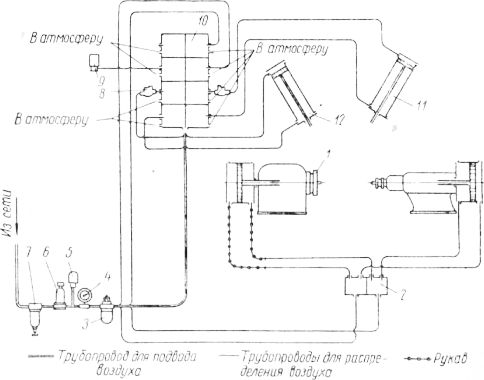
Рис. 2. Пневуосхема автоматизированного станка МТ-30:
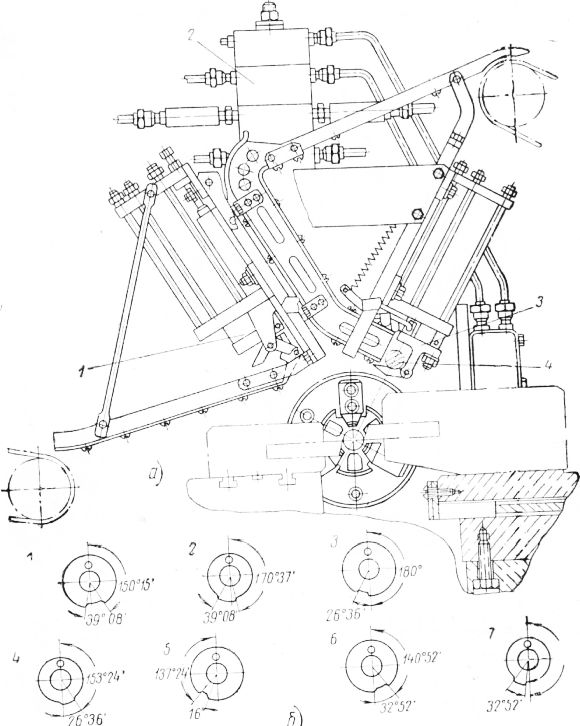
Рис. 3. Автооператоры-механические Изменению подверглись все составляющие элементы системы СИП: станок, инструмент и приспособление. Привод шпинделя изменен. Вместо тихоходной червячной передачи установлены ко-созубые цилиндрические шестерни, что позволило поднять число оборотов шпинделя до 600 в мин. Станок оснащен автоматическим загрузочным устройством, механизмом ускоренного отвода суппортов и пневматическими устройствами для закрепления деталей. Все движения станка и его загрузочного механизма автоматизированы путем применения для привода исполнительных органов станка системы пневматических цилиндров, управляемых кулачковым командоаппаратом, работающим от индивидуального электродвигателя. Принципиальная схема взаимосвязи механизмов автоматики показана на рис. 2.
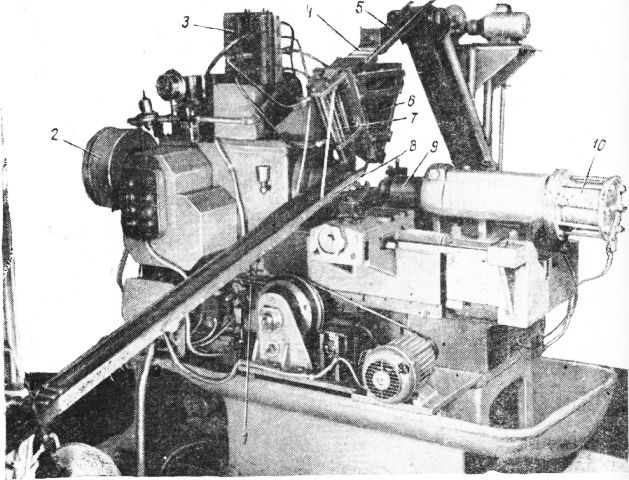
Рис. 4. Обработка на автоматизированном станке МТ-30: Получив сжатый воздух из магистрали, командоаппарат распределяет его с помощью кулачков, которые при своем вращении открывают имеющимися на них выступами соответствующие ка-;налы золотника и направляют сжатый воздух в пневматические цилиндры загрузочных механизмов задней и передней бабок, а затем в пневматический цилиндр разгружающей механической руки. Циклограмма работы командоаппарата при длительности операции в 22 сек., схема расположения и назначение управляющих кулачков приведены на рис. 3. Там же показана компоновка переднего и заднего суппортов, зажимного патрона и загрузочного магазина, состоящего из правой —подающей и левой —снимающей механических рук-автооператоров.
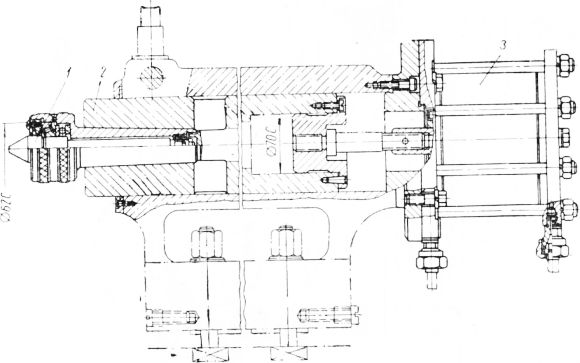
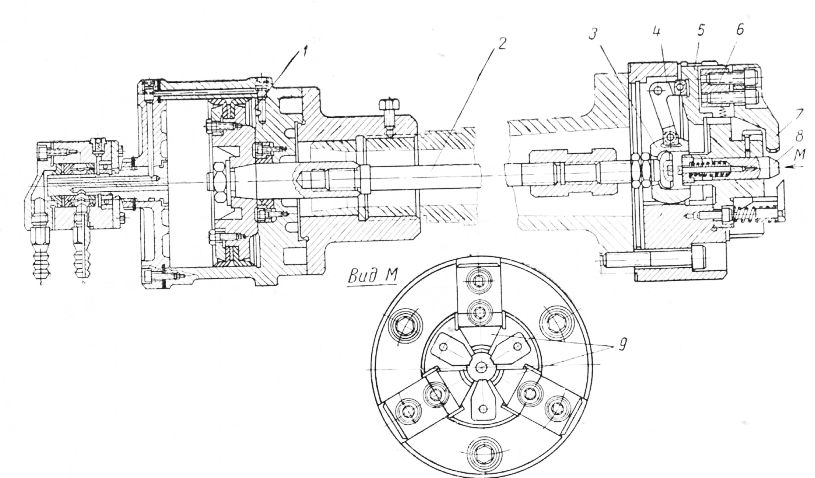
Рис. 5. Пневматический привод пиноли задней бабки: Обточка детали. На станок обрабатываемая деталь поступает по наклонному лотку, откуда скатывается вниз по второй ветке лотка, подхватывается подающей механической рукой и выставляется на линию центров станка. Затем при помощи пневматического цилиндра она заталкивается вращающимся центром в быстродействующий пневматический патрон передней бабки. Осевое перемещение детали ограничивается упором ее торца в подпружиненный центральный палец патрона. Кроме того, своим торцом деталь опирается на три подпружиненные щечки, одна из которых показана на разрезе. Зажим детали происходит при помощи трех радиально сходящихся плавающих кулачков. Они перемещаются после впуска сжатого воздуха в правую полость пневматического цилиндра, когда шток отойдет влево и с помощью шаровой пяты и системы рычагов сообщит им движение к центру патрона. Зажатая кулачками деталь вращается и обтачивается по цилиндру от переднего (продольного) суппорта и по конусу — поперечного. В конце рабочего хода продольный суппорт с помощью кулачка замыкает контакты электрического упора, в результате чего включаются цепи электродвигателя и механизма ускоренного отвода. Последний представляет собой цилиндрический планетарный редуктор, на выводном валу которого надета шестерня, постоянно сцепленная с механизмом подачи суппорта.
Рис. 267. Быстродействующий пневматический патрон.
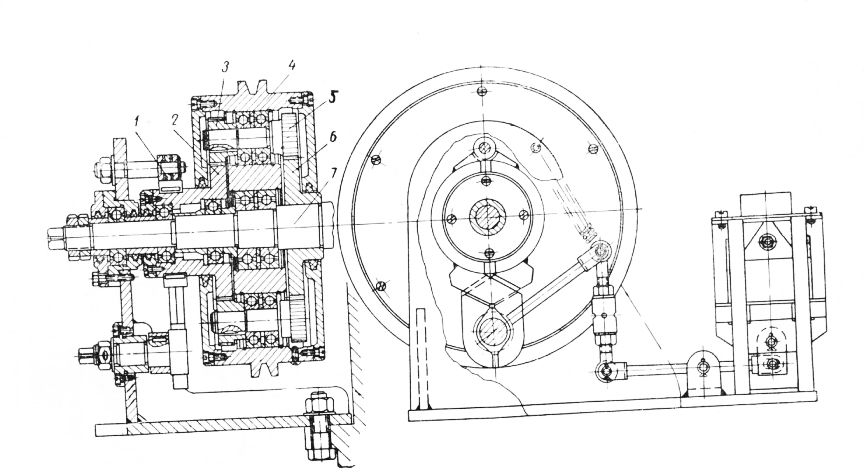
Рис. 268. Механизм ускоренного отвода суппорта. Когда электродвигатель включен, а внутренняя обойма заторможена, редуктор ускоренного возврата начинает быстро вращаться и откатывать своей шестерней суппорт назад. При этом со шкива электродвигателя через клиноременную передачу получит вращение наружное кольцо редуктора. Расположенные в нем сателлитные левые шестерни станут обкатываться по левой внутренней шестерне, остановленной с помощью ленточного тормоза при действии соленоида и рычажной передачи. Правые сателлитные шестерни передадут вращение через правую большую шестерню на центральный вал редуктора. Посаженная на нем шестерня (на чертеже не показана) отгонит суппорт назад. После окончания обточки детали под действием непрерывно вращающихся кулачков командоаппарата пневматические патроны автоматических механизмов сработают в обратном порядке. В результате раскрепленная деталь подхватится второй механической рукой и поступит на отводящий наклонный лоток, откуда по транспортеру подастся к следующему станку. Реклама:Читать далее:Автоматизация прошивкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|