|
|
Категория:
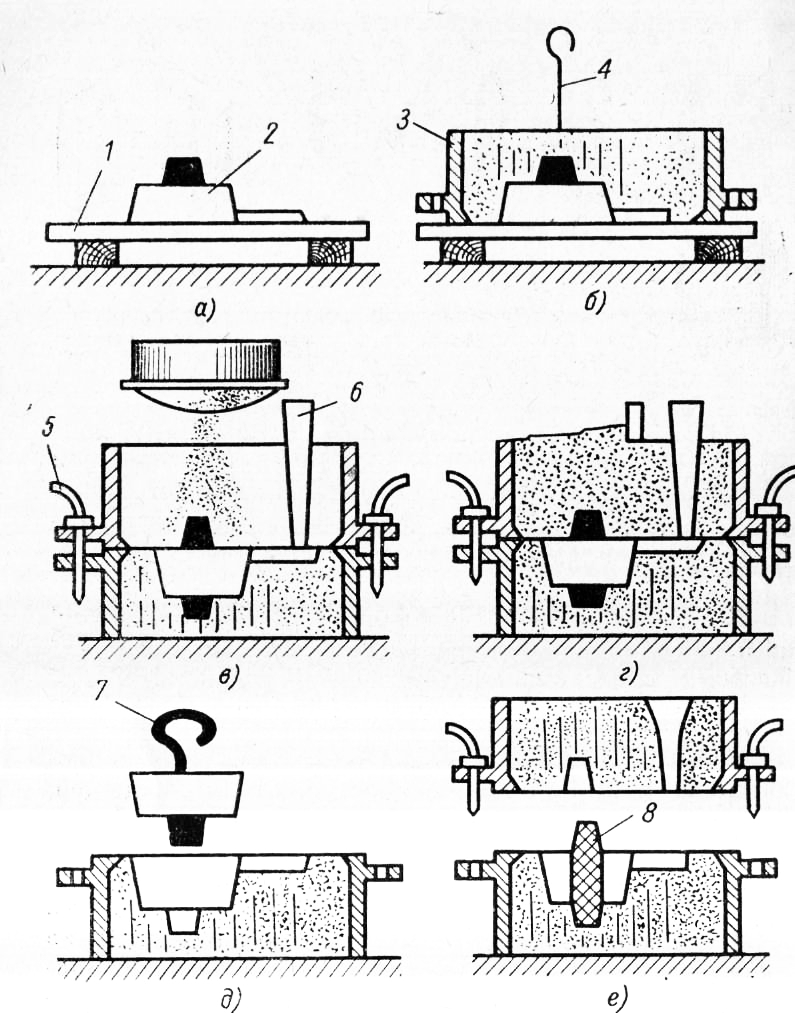
Развитие литейного производства Далее: Литейщики ломают сушила В литейных цехах издавна применяется технология получения фасонных отливок, которая осуществляется путем заливки расплавленного литейного сплава (расплава) в земляную форму. Такая форма называется разовой, так как служит для получения только одной отливки, после чего разрушается. Форма состоит из двух половин — полуформ, изготовляемых из песчано-глинистой смеси, которую уплотняют в металлических рамках, называемых опоками. Полость формы, имеющую очертания будущей отливки, получают с помощью модели. Чтобы образовать в отливке отверстие, в форму (при ее подготовке к заливке) устанавливают стержень, который изготовляют отдельно от формы из песчано-глинистой смеси, уплотняемой в стержневом ящике. Для обеспечения правильной установки и надежной фиксации стержня в форме предусматривают гнезда, которые называются знаками. Они образуются выступами на модели. Полость формы заполняется расплавом через каналы, называемые литниковой системой. Перед заливкой полуформы соединяют и скрепляют скобами или наложением груза, что предупреждает подъем верхней полуформы под действием давления поступающего в форму расплава. На рис. 1 показаны стадии технологического процесса изготовления литейной формы для получения отливок зубчатого колеса.
Рис. 1. Последовательность операций при ручной формовке. Сборка формы: установка стержня 8 в знак нижней полуформы, накрытие верхней полуформы на нижнюю по штырям, скрепление полуформ наложением на форму груза.Приведенный пример формовки показывает, что процессы литья характерны многооперационностью, а выполняемые операции — использованием большого количества разнообразной модельно-литейной оснастки, приспособлений и инструментов. Чтобы обеспечить высокое качество отливок, литейщикам приходится использовать большое количество разнообразных специальных (цирконовый песок, синтетические смолы и др.) и вспомогательных (жеребейки, шпильки, капроновый шнур, восковые фитили, асбестобитумный шнур, прокладочная глина, клеи и др.) материалов. Чтобы механизировать производство отливок, повысить их выпуск и качество, в современных литейных цехах осуществили специализацию труда. Процесс литья расчленен на отдельные технологические стадии, выполняемые коллективом литейщиков различных профессий (формовщик, стерженщик, плавильщик, обрубщик и другие). С учетом этого, крупные и механизированные литейные цехи подразделяются на несколько отделений, в каждом из которых производятся вполне определенные технологические операции. В смесеприготовительном отделении готовят формовочные и стержневые смеси, литейные краски и другие составы, необходимые для изготовления форм и стержней. При этом исходные материалы (свежие пески, глины, связующие и др.) поступают сюда со склада формовочных материалов, а также с участка выбивки отливок (бывшая в употреблении горелая смесь). В стержневом отделении изготовляют и сушат стержни, которые затем передают в формовочно-сборочное отделение. Там изготовляют, упрочняют и собирают формы, готовят их к заливке. Нередко в этом же отделении осуществляют заливку форм, охлаждение и выбивку отливок и горелой смеси из опок. В плавильном отделении в вагранках, электрических и других печах расплавляют исходные металлические шихтовые материалы, а затем специальными методами обработки (легированием, рафинированием, модифицированием, дегазацией и др.) приготовляют требуемый по химическому составу и свойствам расплав. При этом необходимые для плавки материалы доставляют со склада шихты. В заливочном отделении литейные формы с помощью разливочных ковшей заполняют расплавом. Ремонт и сушку ковшей производят в ковшовом отделении. В очистном отделении из отливок выбивают стержни и очищают их поверхности от приставших и пригоревших формовочных материалов. В обрубном отделении с поверхности отливок удаляют заусенцы и заливы, придают им товарный вид. Процесс получения отливок заканчивается их приемкой, во время которой контролируют размеры и соответствие качества техническим условиям (химический состав, механические свойства и др.). Прошедшие контроль отливки направляют на склад, а затем в механический цех завода для дальнейшей обработки. Чтобы отливки во время их хранения п транспортирования не ржавели, а значит, и не теряли хорошего товарного вида, многие отечественные чугунолитейные цехи (московского завода «Станколит», Коломенского завода тяжелых станков и др.) производят их грунтование. Эта операция заключается в декоративной отделке и последующем покрытии не подвергающихся механической обработке поверхностей отливок специальными густыми красками-грунтами. Разработанные в последние годы безвоздушный и электрофизические методы грунтования обеспечивают высокое качество покрытия при минимальном расходе грунта, а также благоприятные санитарно-гигиенические условия труда при выполнении этой операции. Модели и стержневые ящики изготовляют в модельном цехе, который на крупных заводах является самостоятельным цехом, а на мелких входит в состав литейного цеха. «Биография» промышленных машин (станки, турбины, автомашины и т. д.) начинается в конструкторском отделе машиностроительного завода или в специальном конструкторском бюро, где создают их проект, производят необходимые расчеты и изображают на бумаге в виде чертежей машину в целом и ее отдельные детали. На чертеже, с учетом назначения и условий работы детали, конструктор указывает ее форму, материал и размеры, знаками в виде треугольника с рядом стоящей цифрой отмечает требуемый класс шероховатости поверхностей, подлежащих механической обработке (VI, V2, V3 — очень шероховатая поверхность, V4, V 5, у 6 — менее шероховатая поверхность, 7— VI4— поверхность с весьма низкой шероховатостью). Шероховатость поверхности деталей и отливок характеризуется высотой неровностей, допускаемых на их поверхностях. Требуемая шероховатость поверхностей деталей достигается путем соответствующей механической обработки отливки (точением, фрезерованием, шлифованием и др.).
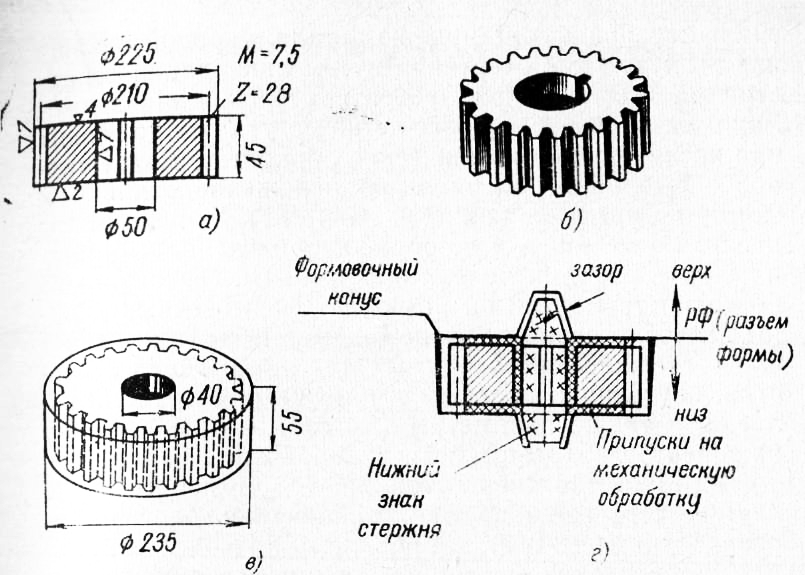
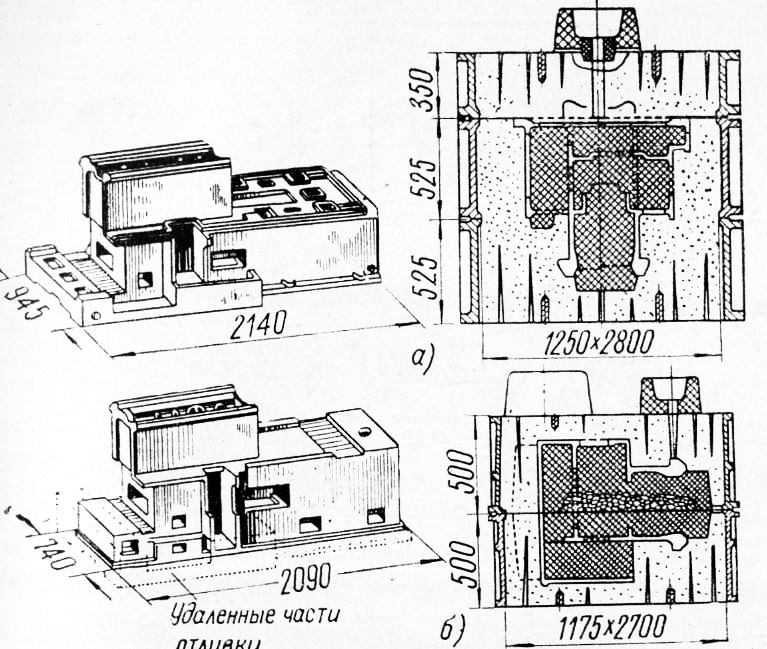
Рис. 2. Схема разработки технологического процесса получения отливки детали «зубчатое колесо»: Процесс производства машины начинается в технологическом отделе завода, где выбирают методы изготовления деталей и их сборки, а также в технологических бюро отдельных цехов (литейный, кузнечный и др.), производящих заготовки деталей машин (отливки, поковки и др.). Задача технологического бюро литейного цеха заключается в проектировании процесса получения отливки. Она решается технологом-литейщиком на основе чертежа детали. Разработка технологического процесса начинается с установления требований, предъявляемых к детали, а следовательно, и к отливке. В ходе дальнейшей работы технолог вносит изменения в конструкцию детали: упрощает внешние и внутренние очертания путем ликвидации отверстий малого диаметра, зубьев шестерен, мелких выемок и пазов, которые более легко могут быть получены при последующей механической обработке. Далее технолог выбирает рациональное положение отливки в форме во время ее заливки, назначает величину припусков на механическую обработку отливки, выбирает плоскость разъема модели и формы. На вертикальные поверхности модели он назначает формовочные уклоны для облегчения ее извлечения из формы, намечает число стержней, необходимых для оформления отверстий, внутренних полостей и наружных очертаний отливки, а также параметры (высота, зазоры, уклоны) их знаков; выбирает тип литниковой системы и т. д. В результате творческой работы технолога появляется чертеж модельно-литейной технологической разработки, направляемый в модельный цех для изготовления модели и стержневого ящика. Труд литейщиков нелегок, требует подлинного мастерства, напряженной мысли. Особенно ответственна роль технолога-литейщика, разрабатывающего процессы получения отливки. В современных условиях, когда технология, наука и техника достигли высокого уровня развития, ему приходится творчески решать многие задачи теории и практики. От принятых технологом решений зависят качество и себестоимость отливки, а следовательно, технико-экономические показатели работы литейного цеха. Вот почему разработка технологического процесса литья доверяется наиболее квалифицированным литейщикам, имеющим не только большой производственный опыт, но и солидную теоретическую подготовку. Последнее особенно необходимо, так как работа технолога базируется на знании и правильном использовании государственных стандартов (ГОСТ), технических условий (ТУ) и другой документации, регламентирующей современное литейное производство. Технолог, кроме того, должен хорошо знать существующие в цехе производственные условия (типы формовочных и стержневых машин, грузоподъемность мостовых кранов, размеры опок и т. д.) Приступая к разработке технологии, технолог должен сделать квалифицированный анализ литейной технелогичности конструкции детали. Под литейной технологичностью конструкции понимают выбор такой геометрической формы и такого материала литой детали, которые, не снижая общих конструктивных требований, способствуют получению необходимого количества отливок с заданными эксплуатационными свойствами и точной геометрией при наименьших затратах на их производство. При наличии недочетов в конструкции детали технологу необходимо найти решения, позволяющие так ее улучшить, чтобы максимально упростить процессы получения отливок. В качестве примера из практики московского чугунолитейного ордена Ленина завода «Станколит» на рис. 6 приводятся Два варианта технологии получения отливки станины (масса отливки 1290 кг) — по неудачной и улучшенной конструкциям детали. Изменение конструкции этой детали позволило отказаться от сложной формовки в трех опоках, снизить число устанавливаемых в форму . стержней, сократить другие материальные затраты.
Рис. 3. Отливка станины зубофрезерного станка модели Д-32 и литейная форма для ее получения: а) — нетехнологично; б) — более технологично.
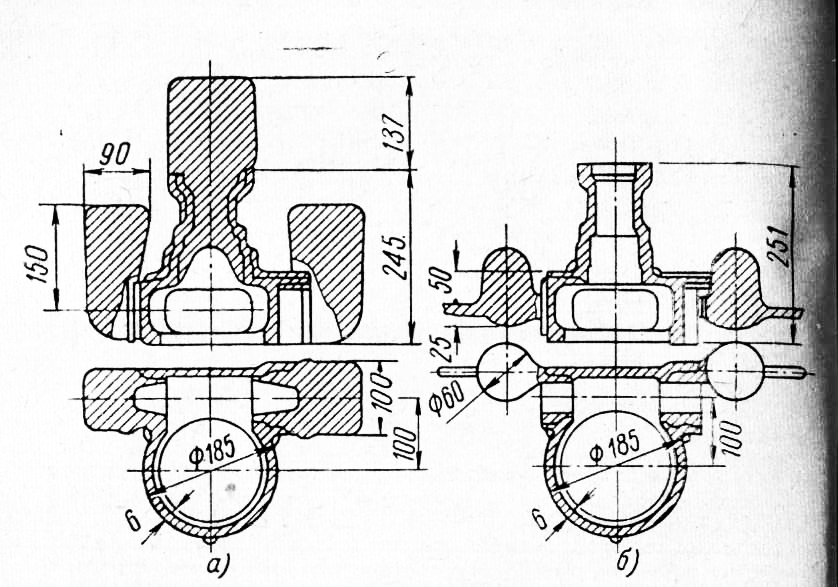
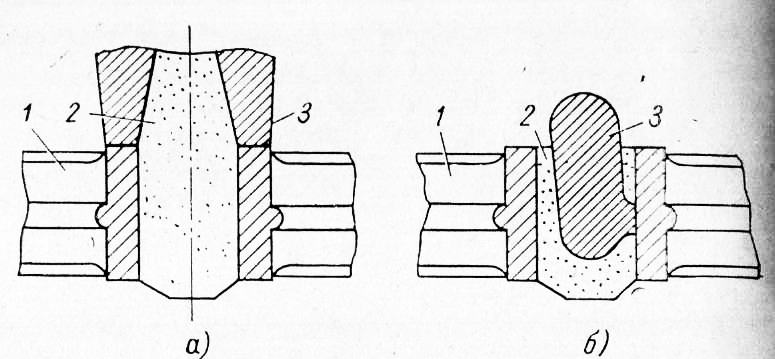
Рис. 4. Отливки детали «корпус крышки»: а) — из стали; б) — из ковкого чугуна. На рис. 4 показаны две отливки детали «корпус крышки» из двух литейных сплавов. Поправка конструктора, ошибочно принявшего в качестве материала отливки сталь, технологом-литейщиком, предложившим заменить сталь ковким чугуном, позволила без ущерба для работоспособности детали резко повысить i экономичность процесса получения детали.
Рис. 5. Варианты расположения моделей на плитах: Сложность процессов литья сильно затрудняет работу технолога, которому нелегко сразу найти оптимальные решения. В качестве примера на рис. 5 показаны первоначальные и повторные варианты расположения моделей на плитах. Исправив свою ошибку, изменив в ходе производства расположение моделей на плитах, технолог добился максимально полного использования объема и металлоемкости формы. На металлоемкость форм также оказывают влияние правильный выбор и рациональное размещение в них элементов питания отлдвки. Правильно поступил технолог, разместив прибыль в песчаном стержне, так как ее расположение над отливкой кроме снижения металлоемкости формы потребует применения более высокой верхней опоки и большего расхода смеси, что увеличит трудоемкость формовочных работ.
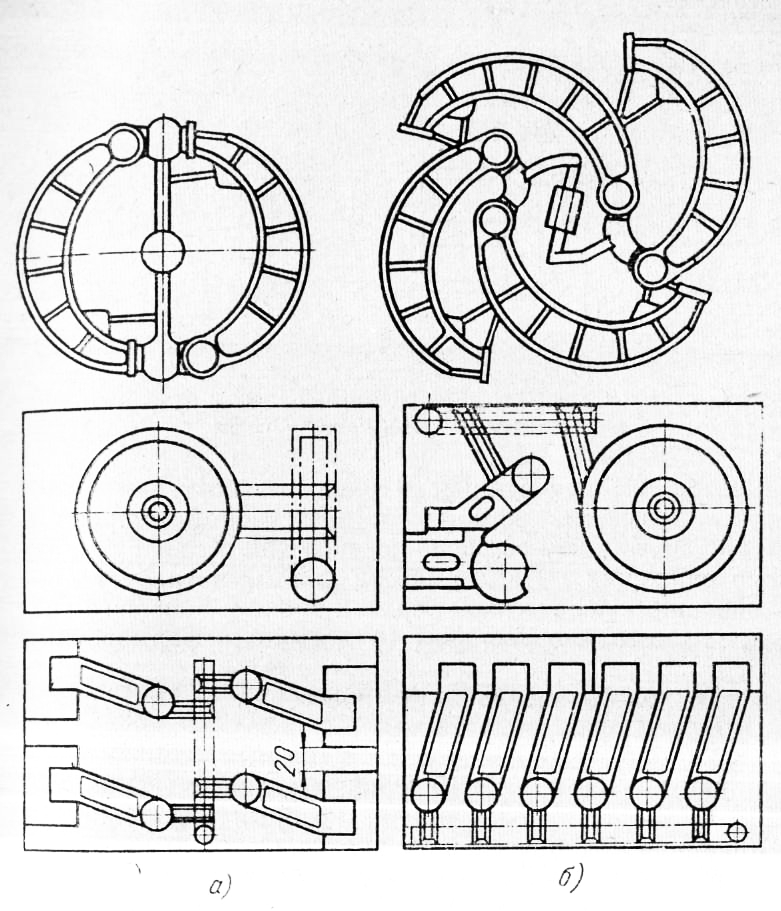
Рис. 6. Способы размещения прибылей в форме: Технологи завода «Компрессор» А. И. Гурко и С. С. Жуковский предложили новую технологию отливки блоков цилиндров холодильных компрессоров марки АУ-150 и 2-АВ-15. Раньше отливаемые заводом блоки имели до 35% брака, который обнаруживали лишь при механической обработке. Основными видами брака были газовые и песчаные раковины на зеркале цилиндров; кроме того, значительное количество цилиндров не выдерживало гидравлических испытаний и давало течь при давлении воды в 15—20 ат из-за наличия микропор в стенках цилиндров. Основной причиной повышенного брака была несовершенная конструкция литниковой системы с излишне увеличенным сечением основного элемента — питателя. Заливка блоков производилась через шесть эллиптических питателей общей площадью около 1300 мм2, однако это расчетное сечение питателей оказалось неэффективным, так как расплав помимо питателей свободно проходил в зазор между центровым стержнем и формой, а чрезмерно большая скорость заливки способствовала возникновению дефектов: попадая в форму с большой скоростью, расплав засасывал воздух, что приводило к образованию газовых пузырей. Кроме того, при этом получалась неоднородная структура металла по сечению отливки.
Рис. 7. Новая конструкция литниковой системы при получении отливки блока цилиндра компрессора в песчано-глинистой форме. Для снижения брака и уменьшения массы прибылей авторами была предложена новая конструкция литниковой системы, при которой заливка ведется через 16 питателей диаметром 9 мм, расположенных равномерно по окружности цилиндра с внешней стороны. Общая площадь сечения питателей составляет 980 мм2, что обеспечивает оптимальную скорость заливки. Литниковая система выполнена в виде отдельной стержневой вставки, заложенной в знак сырой формы. Новая литниковая система, в которой применен так называемый метод дождевой заливки расплава в форму, обеспечивает также направленную кристаллизацию металла, что дает равномерную качественную структуру отливки. Улучшение качества отливки и уменьшение количества дефектов позволило одновременно с изменением литниковой системы сократить в 2 раза размеры прибыли. что дало экономию 40 т жидкого чугуна в год. Суммарный годовой экономический эффект составил 54 477 руб. Что привлекает в подчас нелегкой и беспокойной профессии технолога-литейщика? Многогранность и большие творческие возможности, обусловленные особенностями процессов литья, позволяющие технологу проявить свою индивидуальность при решении многих новых, а потому интересных вопросов теории и практики литейного производства. Романтика поиска, открытия, научного обоснования процесса делают труд технолога вдохновенным и радостным. Реклама:Читать далее:Литейщики ломают сушилаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|