|
|
Категория:
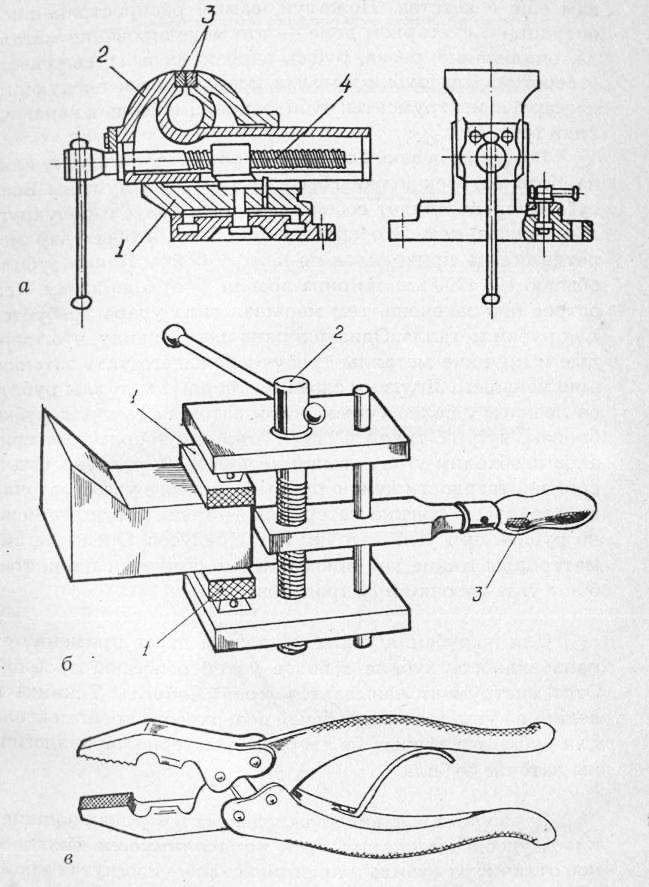
Слесарные инструменты Эта довольно объемная группа объединяет слесарные инструменты и приспособления для выполнения различных операций по металлу или металлическим заготовкам. Для точной установки обрабатываемой заготовки и удобства выполнения операций вам необходимы зажимные приспособления. В первую очередь обязательно установите в своей домашней мастерской слесарные параллельные тиски. Корпус тисков отливают из серого чугуна. Их губки имеют закаленные пластины с перекрестными насечками, которые прочно удерживают обрабатываемую деталь. Одна губка — подвижная, что позволяет зажимать детали различных размеров, в движение она приводится с помощью рукоятки винта. Если ваши тиски снабжены стопорной пружиной с педалью, то это является большим плюсом, ибо в этом случае даже при максимальной силе воздействия на деталь губки тисков не будут ослабляться. Несмотря на кажущуюся простоту и монументальность тисков, они довольно часто выходят из строя, а именно: происходит срыв резьбы гайки винта. Чтобы этого не происходило, следует: Помимо тисков, неплохо домашнему слесарю иметь в своем арсенале и тисочки-струбцины, которые чаще всего используются при сборке и служат для зажима плоских деталей. Ну и самым простым зажимным приспособлением являются обыкновенные плоскогубцы, наверняка знакомые вам еще с детства. Пожалуй, самые распространенные операции в слесарном деле — это моделирование металла: опиливание, резка, рубка, нарезка резьбы, сверление отверстий. Для рубки металла используются следующие слесарные инструменты: зубило, крейцмейсель и канавочники (рис. 2).
Рис. 1. Зажимные приспособления:
а — параллельные тиски: 1 — корпус, 2 — подвижная губка, 3 — пластины с насечками, 4 — винт, 5 — рукоятка винта; б — тисочки-струбцины: 1 — губки, 2 — винт с рукояткой, 3 — ручка; в — плоскогубцы
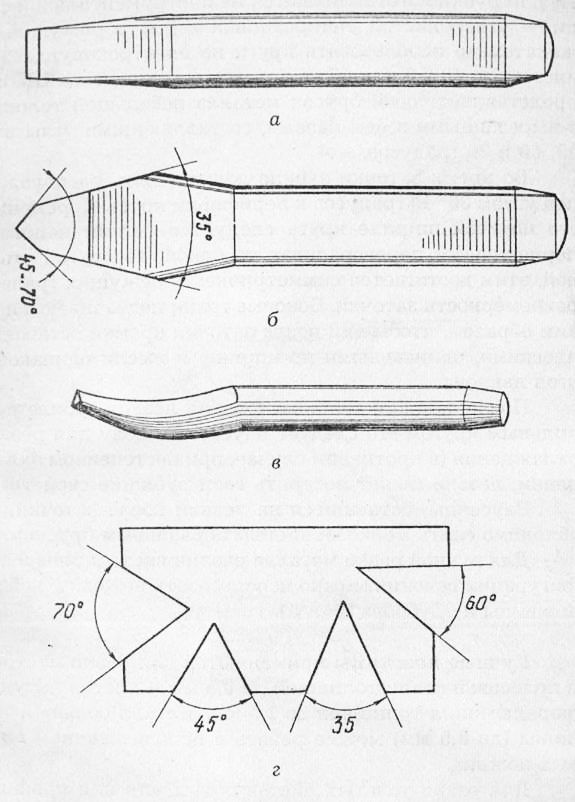
Режущее лезвие слесарного зубила имеет форму клина. Лезвие и боек должны быть закалены и отпущены. Боек зубила представляет собой усеченный конус с полукруглым основанием. Это сделано для того, чтобы удар молотка всегда приходился по центру бойка. Длина зубила обычно 100-200 мм, ширина лезвия — от 5 до 52 мм. Чем острее оно заточено, тем меньшая сила удара требуется для рубки металла. Однако нужно иметь в виду, что твердые и хрупкие металлы требуют большего угла заточки, а не меньшего. Другими словами, твердые металлы рубятся лезвием с более тупым углом заточки. Так, для рубки бронзы, чугуна, твердой стали и других твердых материалов необходим угол заточки лезвия в 70 градусов. Сталь средней твердости нужно рубить зубилом с углом заточки в 60 градусов. Мягкие материалы — медь, латунь — можно рубить при угле заточки в 45 градусов. Очень мягкие материалы, такие как алюминиевые сплавы и цинк, требуют угла заточки в 35 градусов. Для вырубания узких канавок и пазов применяется разновидность зубила с более узкой режущей кромкой Этот инструмент называется крейцмейсель. Техника и величина угла заточки рабочей поверхности крейцмейселя для рубки различных по твердости материалов аналогичны заточке зубила. Смазочные канавки во вкладышах и втулках подшипников удобнее всего вырубать канавочниками. Их главное отличие от зубила и крейцмейселя — изогнутая кромка режущей части. Качество и быстрота работ по рубке металла зависит от заточки рубящего инструмента. Для того чтобы произвести операцию заточки зубила или крейцмейселя слесарю потребуется точильный станок и несложный шаблон. Для этого можно использовать любой достаточно мощный электромотор, на оси которого есть возможность закрепить съемные точильные круги (поскольку инструменты для рубки изготавливаются из инструментальной стали — углеродистой, легированной и быстрорежущей, то желательно использовать круги из электрокорунда зернистостью 40, 50 или 63 на керамической связке). Шаблон представляет собой брусок металла небольшой толщины с вырезанными в нем пазами, составляющими углы в 35, 45, 60 и 70 градусов.
Рис. 2. Рубящий инструмент: а — зубило; б — крейцмейсель; в — канавочники; г — шаблон для контроля заточки
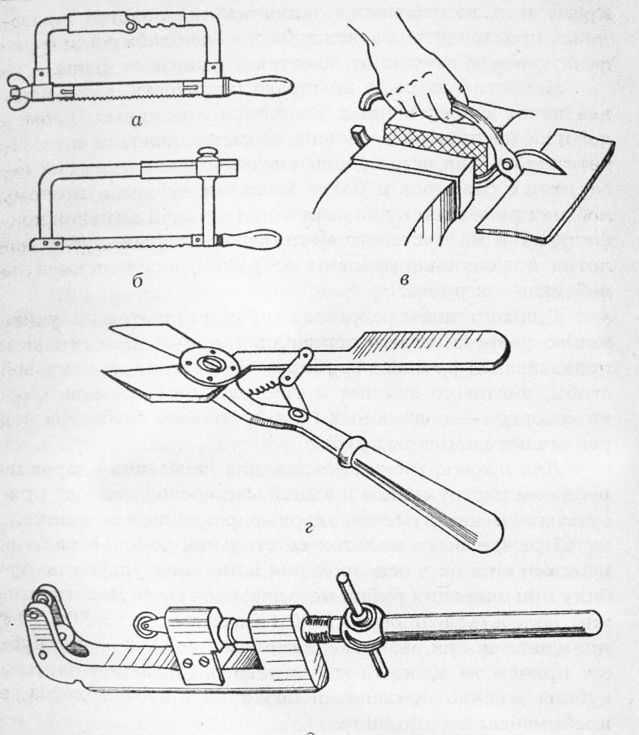
Во время заточки зубило должно быть расположено под углом 30-40 градусов к периферии круга. Перемещать его по всей ширине круга следует с легким нажимом, периодически переворачивая то одной, то другой стороной, этим достигается симметричность режущих граней и равномерность заточки. Боковые грани подтачиваются та-’ ким образом, чтобы они после заточки кромки оставались плоскими, одинаковыми по ширине и имели одинаковый угол наклона. После каждого соприкосновения лезвия зубила с точильным кругом его следует опускать в воду для резкого охлаждения (в противном случае, при постепенном охлаждении, лезвие может потерять свои рубящие свойства). Заусенцы, оставшиеся на лезвии после заточки, необходимо снять мелкозернистым абразивным бруском. Для ручной резки металла различной толщины и конфигурации сечения можно использовать ножовку, лобзик, ножницы и труборез (рис. 3). Ручные ножницы применяются для резки листовой и полосовой стали толщиной до 0,5 мм и листов латуни и дюралюминия толщиной до 1,5 мм. Металл большей толщины (до 2,5 мм) можно резать с использованием силовых ножниц. Для резки толстых листов полосового или профильного металла, для вырезания заготовок по контуру служат ножовка по металлу и лобзик, состоящие из рамки (станка) и полотна. Полотна для ножовок и лобзиков изготавливаются из углеродистой или закаленной стали; их зубья имеют клиновидную форму; габаритные размеры — 150-300 х 10-25 X 0,6-1,2 мм. Зубья полотен могут быть крупными и мелкими, с шагом между собой от 0,8 до 1,5 мм (при этом для разрезания листового железа используются полотна с шагом между зубьями в 0,8 мм; для тонкостенных труб, тонкого профильного — 1 мм; для профильного стального проката, труб и цветных металлов —1>25 мм; для чугуна и мягкой стали — 1,2—1,5 мм).
Рис. 5. Инструменты для резки металла:
а — ножовка; б лобзик; в — ручные ножщщы; г — силовые ножницы; Д — труборез
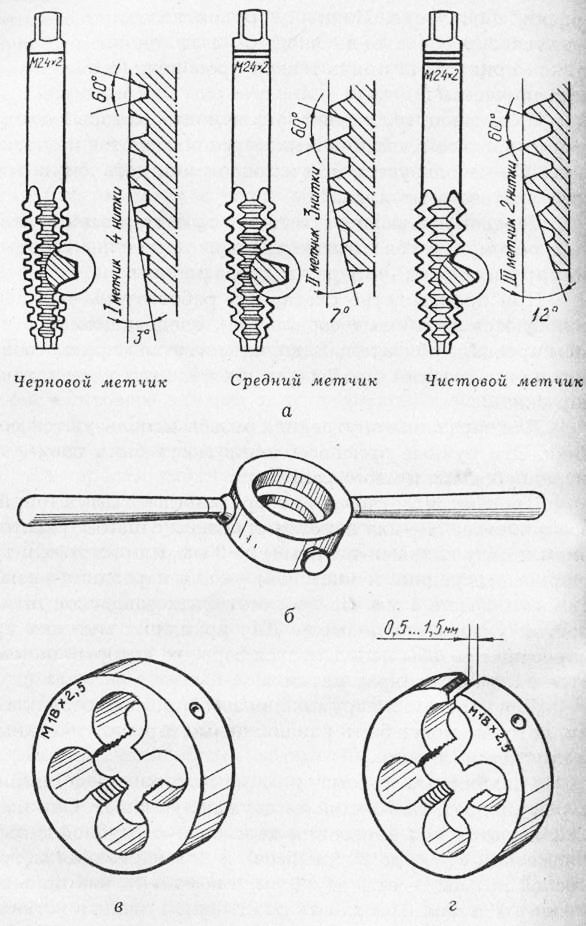
Кроме того, во избежание заклинивания полотна в заготовке, производится развод зубьев — по одному или группами; они поочередно отгибаются в разные стороны. Несмотря на свою внешнюю похожесть, они имеют два очень существенных различия: во-первых, размер лобзика значительно меньше размера ножовки и, соответственно, для него используются полотна меньших габаритных размеров с более мелкими зубьями, поэтому лобзик применяется для вырезания деталей сложной конфигурации из листового металла; во-вторых, зубья полотна ножовки направлены от ручки, а зубья полотна лобзика — к ручке. Для того чтобы разрезать трубу и при этом получить линию разреза, строго перпендикулярную к ее стенкам, предназначен ручной труборез. Он состоит из стальной скобы, винтового зажима и трех дисковых резцов, один из которых — подвижный (для настройки трубореза под различные диаметры труб). Для правки, гибки металла, для нанесения ударов по рубящим инструментам в вашей мастерской должны присутствовать инструменты ударные: различные молотки. Прежде всего молоток со стальной рабочей частью; используется он в основном для нанесения ударов по зубилу при операции рубки металла; вес такого молотка может колебаться от 50 до 1000 г (молоток весом 50-200 г применяется при разметке; весом свыше 200 г — при рубке, причем на каждый миллиметр рабочей поверхности зубила должно приходится по 30-40 г веса молотка, а крейцмейселя — по 80 г). Помимо стального молотка, вам может пригодиться комбинированный: боек этого молотка выполнен из мягкого металла (меди, алюминия). А используется он при выполнении операций, во время которых рабочая поверхность молотка входит в непосредственное соприкосновение с деталью: например при правке металла. Такой молоток требует периодической замены бойка, когда он срабатывается (мнется, сплющивается и т. д.). Еще один вид комбинированного молотка предназначен для очистки поверхности металла от окалины, лака, краски, шпатлевки. На конце рукоятки такого молотка имеется скребок в виде лопатки, а на одном из бойков гайкой привернута прядь тонкой проволоки (своеобразная металлическая щетка). И наконец, последний вид молотка, который следует иметь в своей домашней мастерской: молоток из древесины. Он используется при изготовлении деталей из тонкого листового металла. Деревянный молоток, а также рукоятки всех остальных, рекомендуется изготавливать из древесины твердых, но упругих пород — березы, дуба, рябины. При производстве слесарных работ очень часто используются резьбовые соединения, следовательно, в вашем арсенале обязательно должны иметься приспособления для нарезания резьбы (рис. 4): как внутренней, так и наружной. Для нарезания внутренней резьбы используются метчики. Эти ручные приспособления могут быть трех-, че-тырехперовыми и многогранными. Продаются метчики в наборах из двух штук (черновой и чистовой) —для нарезания резьбы с шагом (расстоянием между нитками-витками) до 3 мм, или из трех штук (черновой, средний и чистовой) — для нарезания резьбы с шагом свыше 3 мм. На всех метчиках заводской штамповкой указан его диаметр. Для вращения метчика при нарезании резьбы используется вороток, который надевается окном на квадрат метчика. Для нарезания наружной резьбы применяются плашки, которые могут быть раздвижными (призматическими) и круглыми (лерки). Раздвижные призматические плашки представляют собой квадрат, состоящий из двух полуплашек.
Рис. 4. Приспособления для нарезания резьбы: а — набор метчиков; б — вороток для метчика; в — круглая цельная плашка; г — круглая разрезная плашка
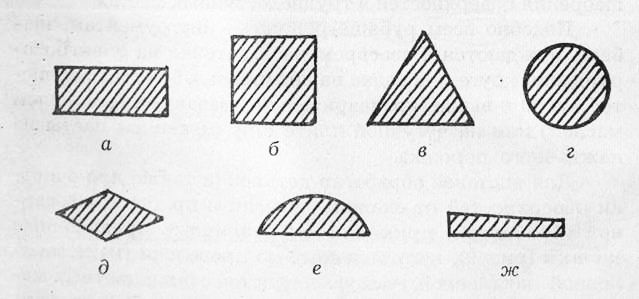
Круглые плашки (или лерки) могут быть цельными и разрезными. Стандарт диаметров круглых плашек для нарезания метрической резьбы — от 1 до 26 мм, для нарезания дюймовой и трубной резьбы — от у до 2”. Разрезные круглые плашки имеют боковую прорезь размером от 0,5 до 1,5 мм, что позволяет регулировать диаметр резьбы в пределах 0,1-1,25 мм. Однако вследствие пониженной жесткости таких плашек, нарезаемая ими резьба может иметь неточный профиль. Круглые плашки (подобно раздвижным) во время работы вставляются в специальный вороток-плашкодержатель. Поскольку плаш-кодержатель для круглых плашек не снабжен направляющим кольцом, в ходе нарезания резьбы нужно следить, чтобы он не создавал перекоса. Для сверления и обработки всевозможных отверстий вам понадобится электрическая дрель с набором сверл и других насадок (зенковок, шарошек, разводок). Однако при сверлении с помощью электрической дрели очень трудно получить качественное отверстие, обычно оно «уходит» в сторону. Избавиться от этого недостатка можно с помощью несложного приспособления, которое легко изготовить в домашней мастерской. Потребуется невысокая втулка с опорным фланцем, имеющая диаметр отверстия чуть больший чем у сверла, так, чтобы оно вращалось в ней, не задевая стенок втулки. На втулку нужно навить коническую пружину, широкой стороной оперев ее на фланец, а узкой (вершиной) в сторону дрели. Тогда при работе зажимное устройство дрели будет давить на пружину, которая передаст это усилие на фланец и плотно прижмет его к поверхности, в которой сверлится отверстие. Вероятность перекоса при работе с таким приспособлением сводится к нулю. (Этим же приспособлением можно пользоваться при нарезании внутренней резьбы метчиком.) Если у вас есть такая возможность, обязательно установите в своей мастерской сверлильный станок, ибо качество обработки деталей с его помощью не идет ни в какое сравнение с качеством, полученным при работе дрелью, даже с использованием самых «золотых» приспособлений. Практически любая металлическая деталь, изготовленная ручным способом в домашних условиях, требует опиливания, при котором излишний слой металла срезается напильником — стальным бруском с насечкой. В зависимости от формы сечения напильники могут быть: плоские, ножовочные, квадратные, круглые, полукруглые, трехгранные, ромбические (рис. 5). По размерам различают крупные (до 400 мм) и мелкие — надфили. Кроме того, напильники могут иметь одинарную (простую), двойную, рашпильную и дуговую насечки. Простая (одинарная) насечка позволяет снимать широкую стружку по всей длине, поэтому их основное применение — для обработки заготовок из мягких металлов и сплавов (свинца, латуни, бронзы, меди и др.). Помимо этого, такие напильники используются для заточки пил. Напильники с двойной насечкой применяются для обработки стальных, чугунных и заготовок из твердых сплавов. Рашпильная насечка представляет собой пирамидальные выступы и канавки, расположенные в шахматном порядке, в результате чего образуются довольно крупные и редкие зубья. Напильники с рашпильной насечкой предназначены для черновой обработки мягких материалов. Дуговая насечка имеет большую, по сравнению с другими, стойкость. У многих напильников с дуговой насечкой шаг неодинаков, благодаря чему ими можно одновременно снимать крупную и мелкую стружку Поэтому поверхность заготовки, обработанная таким напильником, получается более чистой. В зависимости от величины насечек и шага между ними, все напильники делятся на шесть номеров: № 0 — драчевые (для предварительной, грубой обработки), № 1 — личные (для получения чистых и точных поверхностей; но они мало подходят для обработки заготовок из мягких металлов, так как насечка быстро забивается стружкой) и ,№№ 2-5 — бархатные (для отделки и доводки поверхностей).
Рис. 5. Формы сечения напильников: а — плоская; б — квадратная; в — треугольная; г — круглая; д — ромбическая; е — полукруглая; ж — ножовочная
Для удобства работы на хвостовик напильника рекомендуется надеть рукоятку из древесины (березы, ясеня, клена). В процессе слесарных работ (чаще — при сборке) сопрягаемые детали для более плотного прилегания друг к другу требуют подгонки плоскостей. Эта операция имеет название — шабрение и выполняется при помощи шаберов (рис. 6). Они изготавливаются из инструментальных, легированных сталей или твердых сплавов. Рабочая (режущая) часть шабера может быть плоской с радиусом закругления по торцу, трехгранной с боковыми пазами, двухгранной (скребки) или фасонной с выпуклыми радиусами на рабочем профиле. Плоские шаберы применяются для чернового шабрения, фасонные шаберы и шаберы-скребки — для шабрения поверхностей в труднодоступных местах. Подобно всем рубяще-режущим инструментам, шаберы нуждаются в своевременной заточке на электрокорундовом круге и доводке на абразивных брусках зернистостью 90 и выше (предварительно смазанных машинным маслом) или на чугунной плите с применением пасты из наждачного порошка. Для чистовой обработки деталей (а также для очистки поверхностей от окалины, краски и пр. перед слесарной обработкой) применяются различные проволочные щетки (рис. 7), изготовленные из проволоки (из незакаленной, закаленной, малоуглеродистой стали, цветных металлов). Диаметр щеток может быть от 30 до 500 мм, причем чем больше диаметр, тем выше окружная скорость, тем, соответственно, выше производительность. Ширина рабочей поверхности также различна: от 15 до 300 мм. Неодинакова и толщина проволоки, из которой изготовлена щетка, она варьируется от 0,1 до 0,3 мм. При выборе щетки для конкретного материала следует учитывать, что чем толще проволока, тем грубее получается отделка поверхности.
Рис. 6. Шаберы:
а — плоский; б — со вставной пластинкой из твердого сплава; в — трехгранные; г — двухгранные (скребки); Д — фасонные
Рис. 7. Типы щеток:
а — щеточная секция; б — щетка для зачи-стных операций; в — щетка из отдельных проволочных жгутов. Для приведения щеток в рабочее состояние (для их вращения) можно использовать станок для заточки инструмента, заменив абразивный круг на щетку, или переносной шлифовальный станок, или обычную электродрель. Реклама:Читать далее:Слесарно-сборочные инструментыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|