|
|
Категория:
Глубокое сверление При внедрении скоростных методов обработки производство станков вертлюжного типа как у нас, так и за рубежом было прекращено. Имеющиеся вертлюжные станки следовало модернизировать и использовать, так как в некоторых производствах нужны были станки двустороннего сверления, которые без применения вертлюгов создать невозможно. Модернизация существующего парка станков вертлюжного типа производилась либо за счет введения новых стеблевых бабок для быстрого вращения стеблей, либо за счет увеличения мощности и быстроходности имеющихся на станках стеблевых бабок. Обязательным разделом модернизации являлось также повышение производительности насосов и связанное с этим повышение емкостей резервуаров для смазывающе-охлаждающей жидкости. Кроме того, при модернизации необходимо было предусмотреть бесступенчатое регулирование величины подач и увеличить диапазон регулирования подач. Большой и трудоемкой была работа, связанная с устранением вибрации, возникавшей при сверлении. При модернизации приходилось оснащать станки дополнительной контрольно-измерительной аппаратурой, вводить механизацию и автоматизацию работ на станках, имеющих постоянную загрузку. В качестве примера можно указать на модернизацию станка фирмы «Шкода» с диаметром проходного отверстия в шпинделе 520 мм. До модернизации этого станка стеблевая бабка имела угловые скорости шпинделя 5-75 об/мин, вертлюга — 6-75 об/мин. Таким образом, при кольцевом сверлении 0 140 мм и при сплошном сверлении 0 80 мм скорости резания не превышали соответственно = 66 м/мин и 38 м/мин. Очевидно, что ни о каких скоростных методах нельзя было говорить, так как не только были малы скорости, особенно для сплошного сверления, но также были малы и мощности для проведения работ. При модернизации этого станка была заменена последняя пара зубчатых колес привода вертлюга: вместо прямозубых установлены косозубые колеса. Это повысило плавность хода вертлюга. Реконструирована система подачи охлаждающей жидкости, увеличена производительность насоса и т. д. На рис. 1 показан модернизированный станок фирмы «Кревен-21». До модернизации станок имел только тихоходный привод вертлюга и не был приспособлен к скоростному сверлению.
Рис. 1. Станок фирмы «Кревен-21» после модернизации
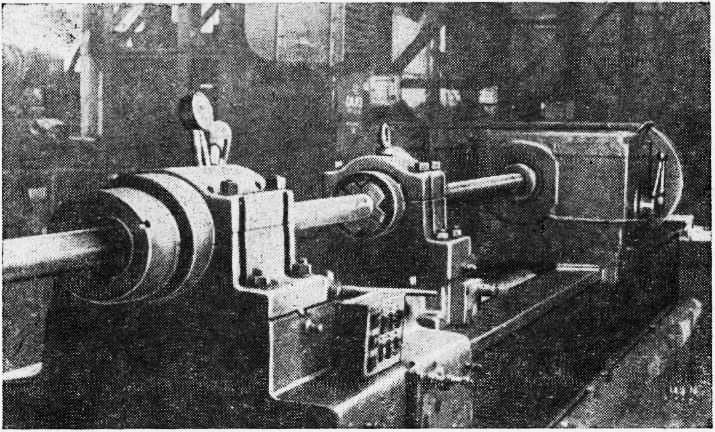
На рис. 2 приведен общий вид двустороннего станка для глубокого сверления с диаметром отверстия в вертлюге 350 мм фирмы «Зоест» после модернизации. Этот станок имеет оригинальную конструкцию. В отличие от станков глубокого сверления других станкостроительных фирм на станке фирмы «Зоест» были применены верхние подвижные накладные станины, на которых располагаются коробки подач, работающие от привода вертлюга. По накладным станинам перемещались стеблевые суппорты.
Рис. 2. Станок для двустороннего сверления фирмы «Зоест» после модернизации:
1 — коробка подач; 2 — стружкоприемник; 3 — стеблевая бабка; 4 — стебель; 5 — маслоприемник; 6 — заготовка; 7 — вертлюг; 8 — люнет
Накладные станины резко уменьшают высоту центров стеблевых суппортов, но очень сильно удорожают и усложняют конструкцию станков и теперь нигде не применяются. После модернизации станок оборудован двумя быстроходными стеблевыми бабками с упругими звеньями. Накладные станины с коробками подач заменены коробками подач, расположенными по обеим торцам станины станка. Привод коробок подач по-прежнему осуществляется от вертлюга. Изменена система охлаждения. Станок оборудован регистрирующими приборами. Включение и выключение подач и ускоренных перемещений стеблевых бабок производится с помощью кнопочного управления и может осуществляться дистанционно. Резко возросла общая мощность установки. Реклама:Читать далее:Cтанки для сверления невращающихся заготовокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|