|
|
Категория:
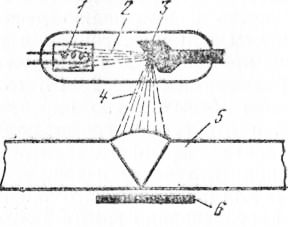
Сварка металлов Контроль внешним осмотром. Внешним осмотром выявляются: несоответствие геометрических размеров швов проектным (размеры швов определяются специальными шаблонами); подрезы; непровар в корне соединения (ориентировочно); поверхностные трещины (продольные или поперечные); наружные газовые поры и раковины; крупная чешуйчатость и неравномерность шва; незаплавленные кратеры; коробление изделия или отдельных его элементов. Контролю внешним осмотром подвергаются все сварные конструкции независимо от их назначения и ответственности. Внешний осмотр сварных деталей эффективен только тогда, когда он производится квалифицированным и опытным контролером. Радиационные виды контроля. Надежным и широко применяемым в настоящее время является радиационный контроль просвечиванием сварных соединений рентгеновским и гамма-излучением. Выявление дефектов металла обеспечивается способностью рентгеновского излучения проникать через твердые материалы; в том числе и металлы. При прохождении через металл рентгеновское излучение понижает свою интенсивность вследствие поглощения его атомной решеткой металла. Лучи ослабляются тем сильнее, чем больше атомов встречают они на своем пути. Поэтому степень ослабления рентгеновского излучения зависит от физических и химических свойств материала, его количества и массы. Неодинаковая интенсивность лучей, прошедших через просвечиваемый объект, фиксируется с противоположной стороны исследуемого участка на фотопленке (рис. 1). Излучение оказывает на вещество пленки химическое воздействие, которое выражается в почернении фотопленки. Дефекты выявляются в виде черных пятен на светлом фоне хорошего шва.
Рис. 1. Схема рентгеновского просвечивания:
1 — катод, 2 — пучок электронов, 3 — анод (мишейь), 4 — рентгеновское излучение, S — просвечиваемы)! металл, 6 — кассета с пленкой
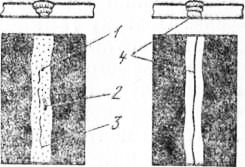
Рис. 2. Рентгеновские снимки:
1 — газовые включения, 2 — шлаки, 3 – трещины, 4 — непровары
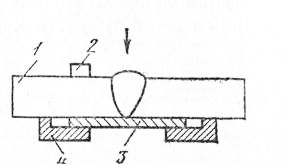
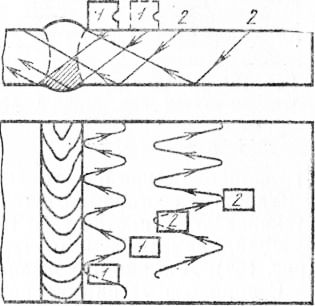
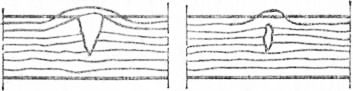
Рентгеновское излучение вызывает световозбуждающее действие некоторых веществ: это действие состоит в том, что эти вещества (например, платиносинеродистый барий, сернистый цинк и др.) при действии на них рентгеновского излучения флюоресцируют, т. е. дают свечение. Это свойство рентгеновского излучения используется при экспозиции не на пленку, а на экран при просвечивании металлов. Применяется контроль рентгеновским излучением с использованием экранов в сочетании с телевизионным устройством, преобразующими рентгеновское изображение в видимое (установка типа РИ — рентгенотелевизионный интроскоп). Чувствительность этого контроля не уступает чувствительности фотоконтроля (1% и более), а производительность контроля очень высока. Скорость передвижения проверяемого изделия составляет у рентгенотелевизионного интроскопа «РИ-10 Т» 0,5 м/мин.. Интроскопы могут работать с различными рентгеновскими аппаратами, например типа РУП-150-10. Для контроля в условиях монтажа выпускаются портативные импульсные рентгеновские аппараты «РИНА-1Д», «ИРА-1Д» и другие с максимальной толщиной стали, доступной для рентгеногра-фирования, до 25 мм. Гамма-излучение, имеющее те же свойства, отличается от рентгеновского более высокой жесткостью и относительно малой длиной волны; следовательно, оно может проникать в металл глубже, чем рентгеновское излучение. Оно позволяет просвечивать металл толщиной до 300 мм. Чувствительность к выявлению дефектов гамма-излучением несколько ниже, чем при просвечивании рентгеновским. Поэтому гамма-излучение применяют для обнаружения относительно крупных дефектов с размерами более 2—4% толщины просвечиваемого металла. Большое преимущество просвечивания гамма-излучением заключается в отсутствии громоздкой аппаратуры, связанной с подводкой электроэнергии и охлаждающей воды, а также портативность источника излучения и возможность просвечивания в местах, недоступных для рентгеновского аппарата. Однако крупным недостатком при просвечивании гамма-излучени-ем является невозможность регулирования интенсивности излучения, которая в рентгеновской трубке регулируется подводимым к ней напряжением. Кроме этого, работа с гамма-аппаратами более опасна для операторов, чем работа с рентгеновскими. Гамма-излучение, имеющее большую жесткость, при неосторожном обращении с гамма-аппаратом, может вызвать сильное и опасное облучение. Расшифровка рентгенограмм. На негативе рентгенограммы (рис. 2) дефекты изобразятся в виде черных точек (газовые поры), неправильной формы пятен (шлаковые включения), в виде прямой черной линии и полос (непровар, трещина). Газовая пористость выявляется на пленке в виде округлых изображений различного размера и плотности, которые располагаются изолированно, группами или разбросаны беспорядочно по полю шва. Шлаковые включения проявляются на пленке как теневые изображения удлиненной неправильной формы, располагаются изолированно в одном направлении или разбросаны в беспорядке по полю шва. Непровар представляется темной тенью, которая обычно имеет вытянутую форму. Непровар в корне соединения виден как прямая темная сплошная или прерывающаяся линия; часто имеет вид прямой, идущей по оси шва. Трещины проявляются на пленке в виде четких темных изгибающихся линий. Подрез виден на пленке как темная линия рядом с основным металлом. Особенности просвечивания сварных швов рентгеновским и гамма-излучением. Поскольку о дефекте в шее судят лишь по отраженному изображению, то просвечивание только с одной позиции не дает возможности определить глубину залегания дефекта. Глубину дефекта предположительно определяют по расстоянию между изображениями, полученными на рентгеновских пленках при просвечивании под двумя различными взаимно пересекающимися углами. Схема расположения дефектометра и крепления кассеты с пленкой показана на рис. 3. Толщину дефекта определяют сравнением плотностей изображения на пленке дефекта со специальным эталоном. При этом способе на плотность изображения дефекта влияет кроме толщины также и его ширина. В случае небольшой ширины дефекта могут иметь место значительные погрешности. Все это создает сложность расшифровки тонких дефектов и их глубины залегания. Оценка качества сварного шва по рентгеновскому или гамма-снимку производится по трехбалльной системе. Сварные швы, оцененные баллом 1, подлежат исправлению. Ультразвуковой контроль сварных швов. Ультразвуковой способ обнаружения дефектов сварки основан на отражении направленного импульса высокочастотной звуковой волны. Обычно частоты ультразвуковых колебаний превышают 20 000 Гц и находятся выше акустического диапазона, воспринимаемого нормальным человеческим ухом. Эти волны распространяются в однородных материалах по относительно прямым линиям и при достижении границы раздела двух сред (например, однородный металл шва и внутренний порок) преломляются и отражаются. Отраженный пучок усиливается, преобразуется в переменный ток и подается на экран электроннолучевой трубки, на которой изображается соответствующей формы импульс ультразвуковой волны. Расшифровка этого импульса позволяет определить наличие в шве дефекта. Ультразвуковой контроль имеет следующие основные преимущества: Однако ультразвуковой контроль имеет также и существенный недостаток, ограничивающий его применение или затрудняющий проверку качества сварных швов; он выражается в сложности расшифровки дефектов шва из-за влияния внутренней структуры (крупное зерно, тонкодисперсные включения); сложной конфигурации и ориентации дефекта и сложного вида сварного изделия
Рис. 3. Схема расположения дефектометра и крепления кассеты с пленкой:
1 — сварное соединение, 2 — де-фектометр, 3 — кассета с пленкой, 4 — магнит
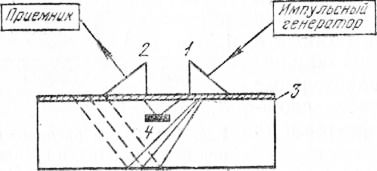
При прозвучивании неоднородного металла, каким является ме талл почти каждого сварного соединения, происходит большое рас сеива[ние энергии ультразвуковых волн, которое приводит к слож ному и нечеткому изображению импульса дефекта на экране элек троннолучевой трубки. Чрезмерное рассеивание энергии колеба ний может привести к нехватке ее для обнаружения дефекта. Поэтому ультразвуковой контроль часто применяют как предварительный в сочетании с последующим просвечиванием швов рентгенов’ ским или гамма-излучением При всех случаях ультразвуковой контроль швов должен выполняться высококвалифицированными и опытными операторами. Получение и обнаружение ультразвуковых волн. В дефектоскопии применяется пьезоэлектрический способ получения ультразвуковых волн, при которых электрические колебания превращаются в механические. Выходной сигнал от импульсного генератора (рис. 4) проходит через датчик (щуп) к сварному соединению. Датчик представляет собой пластинку из пьезоэлектрического материала, которая вибрирует, преобразуя переменный электрический ток в механические колебания. В качестве пьезоэлектрических материалов могут служить кварц, сульфат лития, титанат бария и др. Частота импульса регулируется толщиной пьезоэлектрической пластинки. Щуп с пьезоэлектрической пластинкой прижимается к поверхности сварного соединения через акустическую (контактную) среду (слой воды, машинного масла, глицерина и др.), так как воздух является плохим проводником ультразвуковых волн и препятствует их прохождению. Тонкий слой жидкости облегчает также перемещение датчика по поверхности сварного соединения. Акустический контакт может быть также достигнут погружением сварного изделия с щупом в водяную ванну. Упругие колебания достигают максимального значения тогда, когда частота электрических колебаний совпадает с колебаниями пластины. Поэтому ультразвуковой дефектоскоп должен с определенной скоростью генерировать (вырабатывать) ультразвуковые волны требуемой частоты. Требуемая частота зависит от размера контролируемого дефекта и требуемой глубины проникновения. Например, чем выше частота, тем на большей глубине выявляется дефект и тем меньше дефект, который может быть обнаружен.
Рис. 4. Схема ультразвукового контроля металла:
1 и 2 — датчики (щупы) с пьезоэлектрическим материалом, 3 — акустическая среда, 4— дефект
Для контроля качества сварных швов целесообразно использовать импульсные ультразвуковые дефектоскопы. В этой системе дефектоскопа генератор высокой частоты подает кратковременный импульс тока на датчик из пьезоэлектрического материала, затем наступает пауза, после чего снова следует очередной импульс и т. д. Ультразвуковой пучок, достигший дефекта в шве, отражается и принимается либо другим щупом (приемным в случае двухщуповой схемы), либо тем же (подающим — однощуповая схема) во время паузы между импульсами. Выполнение контроля сварного шва и манипуляция щупом иллюстрируются рис. 5. Щуп должен перемещаться параллельно сварному шву зигзагами, как показано на рис. 5. При движении щупа 1 контролируется только часть шва (на рис. заштрихована). Для обследования всего поперечного сечения шва щупом выполняют зигзагообразные движения, медленно удаляясь от шва на расстояние, достаточное для обследования всего шва (щуп 2 на рис. 162). Области применения ультразвукового контроля. При контроле ультразвуковым дефектоскопом УЗД-7 могут быть выявлены трещины и непровары глубиной более 0,15—0,2 мм при их длине не менее 5 мм; газовые поры и шлаковые включения диаметром 1 — 1,5 мм и более при толщине сваренной стали свыше 5 мм. Практически минимальная толщина контролируемых дефектоскопом УЗД-7 сварных швов составляет 8—10 мм; при меньшей толщине дефекты выявляются нечетко. Па стройках наибольшее применение находят приборы типа УДМ-1М, ДУК-13ИМ, ДУК-ВИМ (батарейное питание). Промышленностью выпускаются также ультразвуковые дефектоскопы УЗД-НИИМ-5, ДУК-11ИМ, ДУК-66П, УДМ-3. Питание дефектоскопов производится от сети напряжением 12, 36, 127 или 220 В; в некоторых типах дефектоскопов предусмотрено также питание от аккумуляторных батарей напряжением 12 В. Дефектоскопы обеспечивают глубину прозвучивания до 700 мм (УДМ-3 — до 2000 мм), выявление дефектов в стали площадью 2—3 мм2 на глубине до 100 мм. Ультразвуковой вид контроля применим для прозвучивания труб со стенкой толщиной более 8 мм. Магнитные виды контроля. Магнитный вид контроля металла основан на том, что при прохождении магнитных силовых линий по испытуемому материалу в местах дефектов возникают поля рассеяния. Если на поверхности металла нанести ферромагнитный порошок, то над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра.
Рис. 5. Контроль сварного шва и манипуляция щупом
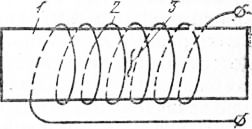
Намагничивание осуществляется пропусканием тока по детали, созданием магнитного поля вокруг детали действием природного магнита или электромагнита. Неравномерность поля определяется искателем, в частности магнитным порошком, который и указывает местоположение и протяженность дефекта в детали. Удобным способом создания магнитного потока является пропускание тока плотностью 15—20 А/мм2 по виткам сварочного провода, наматываемого тремя — шестью витками на деталь. Для намагничивания лучше применять постоянный ток. С помощью магнитного порошка можно выявлять любые внутренние дефекты. В настоящее время этот вид контроля применяют для выявления: поверхностных трещин, невидимых невооруженным глазом; трещин, находящихся внутри металла на глубине не более 15 мм (чем больше ширина трещины, тем легче ее выявить); расслоение металла. Можно обнаруживать также крупные газовые раковины, поры и шлаковые включения, расположенные на глубине не более 3—5 мм. Существует два способа контроля с помощью магнитного порошка: сухой и мокрый. В первом случае магнитный порошок (охра, сурик, железные опилки, окалина и т. д.) находится в сухом виде; во втором случае магнитный порошок находится во взвешенном состоянии в жидкости (керосине, мыльном растворе, воде). Сухим способом можно обнаружить как поверхностные, так и глубинные дефекты; мокрым способом лучше обнаруживаются поверхностные дефекты. В производстве сварных трубопроводов для контроля качества швов находит применение магнитографический способ контроля с помощью магнитной ленты. Он основан на записи полей рассеяния, возникающих над дефектами, на ферромагнитную ленту и последующим воспроизведении их магнитографическим магнито-скопом. В результате сравнения контролируемого стыка с эталоном контролер делает вывод о характере дефектов и пригодности стыка. Согласно методике ВНИИСТ магнитографическому контролю можно подвергать стыки трубопроводов и стыковые швы листовых металлоконструкций с толщинами стенок от 2 до 16 мм.
Рис. 6. Прохождение магнитного потока по детали при наличии дефекта в металле
Рис. 7. Схема намагничивания изделия пропусканием тока:
1 — деталь, 2 — витки провода, 3 — трещина
Магнитографический способ более чувствителен к наружным недопустимым дефектам швов — резким переходам по усилению, крупной чешуйчатости шва, подрезам и гребенчатому усилению. Но часто этот вид непригоден для выявления внутренних дефектов. Например, стыки трубопроводов диаметром менее 114 мм с толщиной стенки 4 мм могут иметь усиления шва высотой более 40% толщины стенки трубы. При магнитографировании запись от дефекта сливается с записью от усиления. В результате этого контроль таких соединений становится невозможным. Надежность магнитографического контроля возрастает с уменьшением отношения усиления шва к толщине стенки трубы. В некоторых случаях магнитографический способ контроля может заменить контроль просвечиванием. Для особо ответственных сварных конструкций с высокими требованиями к качеству сварных соединений целесообразнее применять оба вида контроля. При этом можно рентгенопросвечивание применять лишь для расшифровки дефектов, выявленных магнитографическим контролем. Применяются дефектоскопы МД-9, МДУ, МГК-1, ВУМД-7 и др. Контроль непроницаемости швов. Контроль, основанный на проницаемости газов (воздуха, смеси воздуха с аммиаком и другими индикаторами) и жидкостей (воды, керосина), широко используется для проверки герметичности сосудов и трубопроводов. Гидравлическое испытание. Гидравлическому испытанию подвергаются различные сосуды, котлы и трубопроводы, работающие под давлением. Гидравлическим испытанием контролируется не только плотность сварных соединений, но также относительная прочность всей сварной конструкции. При гидравлическом испытании сосуд наполняется водой; для выхода воздуха в верхней части одно отверстие оставляют открытым. Это отверстие закрывается лишь после наполнения водой всего сосуда. Затем в сосуде гидравлическим прессом создается давление, равное рабочему давлению. Если дефектов не обнаруживается, давление увеличивается ДО Рпсп == 1,25 ЯраС ДЛЯ сосудов И Яисп = 1,5 Рраб ДЛЯ трубопроводов. Под этим давлением сосуд или трубопровод выдерживают 5 мин, затем давление снижают до- Рраб и обстукивают соединения молотком со сферической головкой на расстоянии 15— 20 мм от кромки’ шва. После, этого швы осматривают. При испытании на морозе вместо воды применяют антифриз. Пневматическое испытание. Пневматическое испытание проводят с целью контроля плотности сварных соединений. Для этого в замкнутый сосуд нагнетают воздух до рабочего давления. Снаружи все швы смачиваются мыльным раствором. Сжатый воздух в местах неплотностей образует мыльные пузыри. В зависимости от количества и интенсивности выделения мыльных пузырей можно судить о характере и величине дефекта. Пневматический вид контроля сварных соединений получил широкое применение при испытании сосудов малой емкости, как наиболее удобный и доступный в заводских условиях с массовым производством. В этом случае испытуемый сосуд погружается в ванну с водой и неплотности определяются выделением пузырьков воздуха. Для сосудов большого объема применять испытание сжатым воздухом следует очень осторожно, так как при наличии дефектов в швах может произойти разрыв всего сосуда. Химическое испытание. Этот вид испытания сварных соединений, предложенный С. Т. Назаровым, применим для испытания на плотность замкнутых сварных сосудов. В испытуемый сосуд подается под давлением до 2 ат смесь воздуха с аммиаком (1%). С внешней стороны сосуда на сварные соединения плотно укладывается (приклеивается) бумага (или марлевый бинт), пропитанная 5%-ным водным раствором азотнокислой ртути. Если в сварном соединении имеются неплотности, то аммиак, обладая высокой проницаемостью, пройдет через них и в этих местах бумага потемнеет. В зависимости от скорости появления на бумаге пятен, их формы и размеров можно судить о характере и размерах дефекта. Обычно время проникания аммиака через неплотности сварного соединения составляет от 10 до 30 мин. Этот вид испытания сварных соединений получил на производстве сравнительно малое применение. Испытание керосином. Керосин обладает способностью проникать через малые неплотности: трещины, поры и сквозные непровары металла. Для контроля швы со стороны раскрытия окрашивают мелом, разведенным на воде с добавлением клея, а со стороны корня соединения смачивают керосином. Керосин, проходя через неплотности, образует ,на высохшей меловой краске темные пятна, по которым можно судить о характере неплотности и месте ее расположения. Если в течение 30—60 мин такие пятна не появятся, то швы считаются удовлетворительными. Скорость прохождения керосина через металл будет определяться толщиной сварного соединения и характером расположения дефектов в металле. Для ответственных изделий время выдержки под керосином устанавливают до 12 ч при температуре окружающего воздуха выше 0° и до 24 ч при температуре ниже 0°. Керосиновая проба эквивалентна 3—4 ат гидравлического давления, применяемого для сварных сосудов закрытого типа. Реклама:Читать далее:Cущность основных разрушающих видов контроля качества сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|