|
|
Категория:
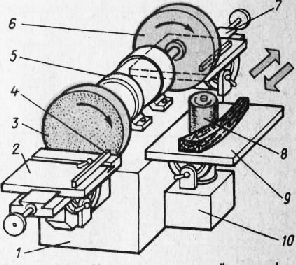
Деревообрабатывающие станки Конструкция станков. Дисковые шлифовальные станки используют для чернового шлифования деталей, снятия провесов в собранных рамках, выравнивания углов и удаления свесов. Их выпускают комбинированными: с двумя шлифовальными дисками и бобиной (ШлДБ-4, ШлДБ-5). Комбинированный шлифовальный станок ШлДБ-4 показан на рис. 1. На станине станка установлен электродвигатель с двусторонним выходом вала. На концах вала укреплены два шлифовальных диска, вращающихся с частотой 750 об/мин. На кронштейне 10 находится вертикальный шпиндель, на конце которого закреплена шлифовальная бобина, совершающая 4300 об/мин. Шпиндель с бобиной через ременную передачу вращается от индивидуального электродвигателя, размещенного в станине. Кроме вращения бобина совершает осевое колебательное движение (2,3 кол/с) от эксцентрикового механизма. Обрабатываемый материал базируется на столах, которые можно наклонять под требуемым углом. На столах укреплены направляющие линейки, используемые при плоскостном шлифовании деталей. Шлифовальные диски ограждены кожухами, которые служат также приемниками для сбора и удаления пыли в эксгаустерную сеть. Выбор режима работы. Режим работы станка назначают в зависимости от вида шлифования. При черновом шлифовании плоских поверхностей давление прижима детали должно быть 40…50 кПа, при чистовых режимах давление снижают до 5… 10 кПа. Скорость шлифования в дисковых станках переменная и зависит от расстояния шлифуемого участка Детали до центра диска. При наладке комбинированных шлифовальных станков необходимо: выбрать шлифовальную шкурку требуемой зернистости; установить и закрепить шкурку на шлифовальных дисках и бобине; отрегулировать положение столов и направляющих линеек; проверить работу станка на холостом ходу и обработать пробные детали.
Рис. 1. Комбинированный шлифовальный станок с двумя дисками и бобиной ШлДБ-4:
1 — станина, 2,7,9- столы, 3.6 — шлифовальные диски, 4 — направляющая линеи-ка, 5 — электродвигатель, 8 — бобина, 10 — кронштейн
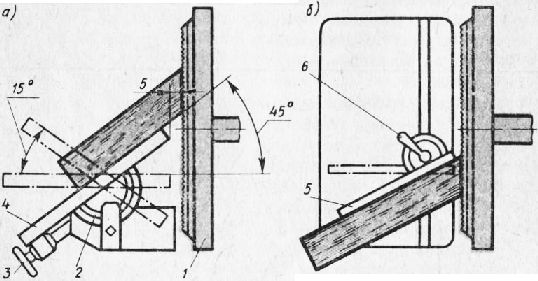
На дисковых станках с бобиной используют преимущественно шлифовальную шкурку на тканевой основе. Для выполнения чернового и чистового шлифования целесообразно на обоих дисках закрепить шкурки разной зернистости: на одном диске — зернистостью 80 или 50, а на втором — 50…20. Бобину используют для шлифования криволинейных вогнутых, а также внутренних цилиндрических и конических поверхностей, что сопровождается обычно съемом больших припусков. При этом следует применять крупнозернистую шкурку. Подобранные листы шлифовальной шкурки увлажняют и выдерживают 40…50 мин. Увлажненные шкурки более плотно прилегают к диску или бобине. Перед установкой шкурки следует отодвинуть или наклонить стол, обеспечивая свободный доступ к диску, и снять изношенную шкурку. Новую шкурку накладывают на диск так, чтобы края ее располагались симметрично относительно кольца, прижимающего шкурку. Винты завинчивают последовательно, устраняя выпучины и неровности и добиваясь плотного прилегания шкурки к диску. Так же закрепляют шкурку на шлифовальной бобине. При шлифовании поверхности под прямым углом к пласти детали (рис. 137, о) стол наклоняют к диску или от него, используя круговые направляющие. После наклона перемещают стол маховичком к шлифовальному диску так, чтобы между кромкой стола и диском был зазор 5 мм. В требуемом положении стол закрепляют стопорным устройством. Направляющую линейку на столе устанавливают так, чтобы шлифование осуществлялось периферийной частью диска. Центральной частью диска работать не следует, так как мала скорость шлифования.
Рис. 2. Наладка комбинированного шлифовального станка:
а — настройка стола, б — регулировка направляющей линейки; 1 — диск, 2 — направляющие, 3 — маховичок, 4 — стол, 5 — линейка, 6 — зажим
Если нужно шлифовать торец с наклоном к кромке детали (рис. 2, б), направляющую линейку 5 поворачивают на требуемый угол и закрепляют зажимом. Стол бобины наклоняют при шлифовании криволинейной детали с поверхностями, наклоненными к ее базовой плоскости. После настройки опробуют станок на холостом ходу и шлифуют пробные детали. Деталь перемещают по столу вручную. Скорость подачи и усилие прижима детали регулируют в зависимости от толщины сошлифовываемого слоя и зернистости шкурки. Удельное давление при шлифовании диском должно быть 5…30 кПа. Работа на станках. На комбинированных станках можно выполнять разнообразные работы одновременно двум рабочим. При установке на дисках шкурок разной зернистости первый рабочий выполняет черновое шлифование, а второй, используя другой диск со шкуркой меньшей зернистости, — окончательное чистовое шлифование. При использовании бобины деталь перемещают вручную, прижимая обрабатываемым участком поверхности к шкурке. Следует внимательно следить за качеством шлифования и соблюдать осторожность, предотвращая касание рук вращающегося инструмента. Для обработки деталей с замкнутым внутренним контуром приемник для шлифовальной пыли снимают и деталь кладут на стол так, чтобы она охватывала рабочую часть, бобины. Шлифуют деталь, поворачивая ее вокруг бобины. Качество шлифования оценивают визуально путем сравнения с эталоном или измеряют высоту микронеровностей контрольно-измерительными приборами ТСП-4. МИС-11. Реклама:Читать далее:Механизация и автоматизация производстваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|