|
|
Категория:
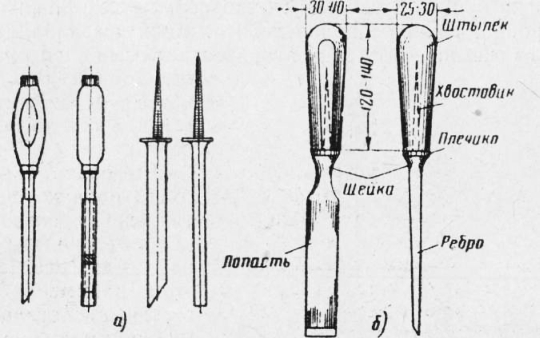
Столярное дело Долота служат для выдалбливания прямоугольных гнезд. Стамесками производят зачистку шипов, гнезд и проушин, подгонку соединений, срезку фасок, а также обработку небольших криволинейных поверхностей в тех случаях, когда нельзя применить рубанки. Для долбления стамеску применяют преимущественно при выборке гнезд в узких и тонких деталях. На рис. 2 показаны столярное долото и плоская стамеска. Долота и стамески делают из углеродистой инструментальной или хромистой стали; ручки к ним (штыльки) — из древесины клена, бука, граба, кизила или свилеватой березы, не имеющей трещин, гнили, червоточины, влажностью не более 15%. Допускаются здоровые, вполне сросшиеся сучки диаметром до 4 мм. Штыльки покрывают лаком или олифой. Ширина столярных долот: 6, 8, 10, 12, 15, 18, 20 мм. Угол заострения от 25 до 35°. Стамески подразделяются на плоские и полукруглые. Полукруглые стамески служат для выдалбливания криволинейных отверстий и обработки криволинейных поверхностей.
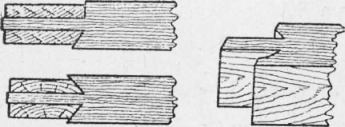
Рис. 1. Шипы с присечкой заплечиков по профилю
Фаску у них делают с выпуклой стороны. Ширина полукруглой стамески определяется по прямой между концами режущей кромки, т. е. по стягивающей хорде. Ширина стамесок: плоских толстых — 4, 6, 8, 10, 12, 15, 18, 20, 25, 30, 40 и 50 мм, плоских тонких — 12, 15, 18, 20, 25, 30 и 40 мм, полукруглых — 6, 8, 10, 12, 15, 20, 25, 30 и 40 мм. Угол заострения стамесок от 18 до 25°. Долота и стамески затачивают так же, как рубаночные железки.
Рис. 2. Долота и стамески, а — столярные долота; б — плоская стамеска
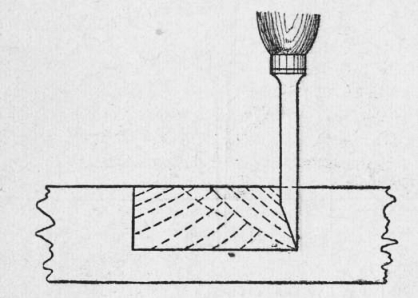
Долбление производят по разметке. Сквозные гнезда размечают с обеих сторон детали. Лезвие долота устанавливают вплотную к рискам. Обычно при разметке учитывают ширину долота, которым будут долбить. Часто делают по всему контуру гнезда подрезку стамеской. Этим предохраняют края гнезда от порывов, в особенности при свилеватой древесине. Долбление нужно делать с таким расчетом, чтобы были видны по всему контуру гнезда края рисок размером не менее половины их ширины. Только при этом условии вязка получится плотной. Долбление сквозных гнезд в большинстве случаев производят с противоположных сторон, или, как говорят, встречно. При одностороннем продалбливании сквозного гнезда под деталь подкладывают отрезок строганой доски, чтобы не попортить долотом крышки верстака. Тонкие детали долбят с одной стороны, собрав их в плотно сжатую пачку. Длинные детали укладывают на верстаке в ряд и производят долбление, сидя на них. Мелкие детали закрепляют на верстаке струбциной. Долбление гнезд производится в таком порядке. Первым Ударом киянкой по вертикально поставленному долоту перерезают древесину на небольшую глубину поперек волокон у риски. Второй удар наносят по долоту, несколько отставленному внутрь гнезда и наклоненному в этом же направлении, при этом отделяется первая стружка. Так, чередуя вертикальное перерезание волокон по риске и отделение стружки, вырубают древесину с одного конца гнезда до полной глубины, если гнездо несквозное, и до половины толщины бруска, если продалбливают сквозное гнездо. Стружку толщиной 3 — 5 мм подрезают обязательно на всю глубину — до прорубленных волокон у края гнезда. Только при этом условии гнездо получится с ровными краями шириной, равной ширине долота. Если выдалбливать древесину из гнезда несколькими горизонтальными слоями, то боковые стенки гнезда получатся неровными, рваными, а гнездо шире должного. Выдолбив таким способом один конец гнезда, так же производят выдалбливание второго конца гнезда. При этом работающий перевертывает детали другими концами к себе или сам пересаживается на другие концы деталей. В последние годы все большее распространение получает другой порядок выдалбливания гнезда, впервые примененный передовиками производства. Гнездо выдалбливают,не меняя расположения деталей, на всю его длину, не доходя до противоположной риски на 3 — 4 мм, а потом по этой риске долотом, поставленным перпендикулярно к поверхности и фаской внутрь гнезда, отрубают невыдолбленную часть древесины. При этом нельзя выбрасывать стружку из гнезда, опирая долото на торцовый край гнезда: от этого край гнезда будет помят, гнездо испорчено. Лучше стружку несколько измельчить на дне гнезда, а потом вытряхнуть. При сквозном долблении после выборки гнезда до половины толщины бруска перевертывают брусок противоположной стороной вверх и продолжают долбление по разметке принятым порядком. При этом часто из гнезда выбрасывают долотом только первые стружки, остальные оставляют в гнезде. Продолбив гнездо насквозь, стружку из него выбивают при помощи брусочка. Брусочек должен иметь тупой конец, т. е. отпиленный перпендикулярно боковым сторонам. Заостренный конец брусочка будет действовать на стружку, как клин, и может расколоть деталь.
Рис. 3. Последовательность выдалбливания гнезда
Долото при прорубании торца гнезда держат все время перпендикулярно к продалбливаемой поверхности фаской внутрь гнезда. При отрубании стружки долото нельзя отклонять в стороны. Стороны выдалбливаемого гнезда должны быть ровными и перпендикулярными к поверхности детали.
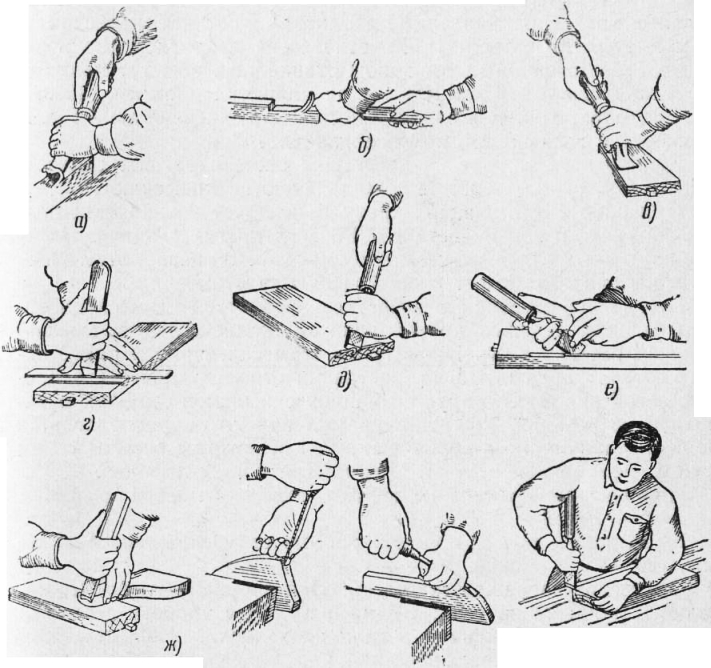
Рис. 4. Приемы работы стамеской: а — подстрагивание; б — подчистка шипа; в — зачистка гнезда под петли; г — резание по линейке; д — снятие фаски на торце; е — снятие фаски на продольном ребре; ж — прие-мы зачистки торца; э — резание из-под плеча
При долблении гнезд в косослойной и свилеватой древесине приходится прорубать волокна и по продольным сторонам гнезда, так как перепутанные волокна такой древесины под нажимом долота не скалываются и стружка из гнезда не выбрасывается. При боковом прорубании волокон долото также держат вертикально фаской внутрь гнезда. При продалбливании проушин, у которых боковые стороны пропилены, делают поднутривание, чтобы при соединении деталей между дном проушины и кромкой шипа не получился зазор. Поднутриванием называется небольшое отклонение дна проушины или торцовой стороны гнезда в сторону невыдолблен-ной части детали. В тонких деталях гнезда и проушины обычно выдалбливают стамесками. При долблении нужно наносить киянкой по долоту довольно сильные удары, направленные вдоль оси долота. Головка киянки может быть плоской (призматической) и круглой (бочкообразной), выточенной на токарном станке. Размеры круглой киянки: высота 180 мм, наибольший диаметр 120 мм, диаметры рабочих торцов 80 мм, длина ручки 390 мм. Ручка сквозная, с выходящего конца заклинена. Киянки изготовляют из древесины вяза, карагача, свилеватой березы, граба. Хвойные породы и дуб не применяют. При работе стамеской киянку применяют только для долбления гнезд в тонких деталях. Во всех других случаях давление на стамеску производят нажимом руки. В связи с этим очень большое значение имеет способ держания стамески. При подстрагивании и зачистке неровностей стамеску в обхват держат ладонью правой ру^и за шгылек, ладонью левой руки обхватывают переднюю грань стамески. Правой рукой нажимают на торец штылька, заставляя стамеску двигаться вперед, левой рукой регулируют толщину снимаемой стружки и направление резания. Режущая кромка при этом располагается не перпендикулярно к волокнам, а под некоторым острым углом к ним. Чем меньше этот угол, тем легче и чище резание. При резании по линейке держат стамеску правой рукой, а линейку — левой. Выполнение других приемов работы стамеской показано на рис. 4. Стамеской запрещается резать: Реклама:Читать далее:Работа ручным электродолбежникомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|