|
|
Категория:
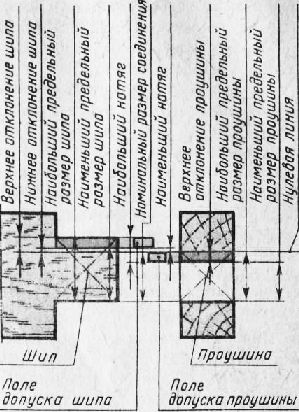
Деревообрабатывающие станки Далее: Точность обработки деталей В современном деревообрабатывающем производстве детали изготовляют с использованием принципа взаимозаменяемости. Взаимозаменяемость — это свойство обработанных деталей обеспечивать возможность их сборки без подгоночных ручных работ при условии, что качество сопряжения в процессе его эксплуатации будет отвечать заданным нормам. Взаимозаменяемость может быть достигнута только при строгом соблюдения допусков и посадок, установленных ГОСТ 6449.1-82 — 6449.5-82. При сопряжении двух деталей, входящих одна в другую, различают внешнюю охватывающую и внутреннюю охватываемую поверхности. Охватывающую поверхность называют отверстием (гнездом или проушиной), а охватываемую — валом (шипом). Размером называется числовое значение линейной величины (диаметр, длина и т. д.) в выбранных единицах измерения. Действительным размером называется размер, установленный измерением с допустимой погрешностью. Предельные размеры — это два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Номинальный размер служит началом отсчета отклонений (нулевая линия на рис. 8). Этот размер устанавливает конструктор расчетом на прочность или на основе эстетических, конструкторских и других соображений. Допуском называется разность между наибольшим и наименьшим предельными размерами. Величина допустимых отклонений при обработке деталей назначается в соответствии с принятым квалитетов. Квалитет — это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. ГОСТ 6449.1-82 установлено девять квалитетов: 10, 11…… 18 с обозначениями допусков соответственно 1Т10, 1Т11,…, 1Т18 (в порядке возрастания допусков, т.е. в порядке уменьшения точности). Числовые значения допусков приводятся в справочном приложении к стандарту. Если две соединяемые между собой детали должны быть в изделии подвижными, то при их сопряжении необходим зазор. Зазором, называется разность размеров отверстия и вала, если размер отверстия больше размера вала. При неподвижном соединении между деталями должен быть натяг. Характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов, называется посадкой. Посадки образуют сочетаниями допустимых отклонений валов и отверстий. Стандарт устанавливает два положения полей допусков отверстий и одиннадцать положений полей допусков валов. Положения полей допусков относительно нулевой линии определяются основными отклонениями, зависящими от интервалов номинальных размеров. Обозначение поля допуска состоит из обозначения основного отклонения и номера соответствующего квалитета. Например, Н13 — поле допуска ширины проушины, образованное сочетанием основного отклонения Н и допуска по 13-му квалитету: 613 — поле допуска шипа, образованное сочетанием основного отклонения шипа k и допуска по 13-му квалитету. Допуски углов призматических деталей с длиной меньшей стороны угла Д° 2500 мм установлены ГОСТ 6449.2-82. Допуском угла называют разность между наибольшим и наименьшим предельными углами. Допуски углов назначают в зависимости от номинальной длины меньшей стороны угла. Стандартом установлено семь степеней точности углов: 11, 12,…, 17 с обозначениями допусков соответственно ATI 1, АТ12,…, АТ17.
Рис. 1. Схема расположения полей допусков сопрягаемых деталей при посадке с натягом
Степени точности рекомендуется применять для сопрягаемых углов в деталях повышенной точности (чертежные инструменты, мебель и т. п.). Для несопрягаемых углов в деталях пониженной точности (ограждающие конструкции домов и т. п.) используют 16-ю и 18-ю степени точности. В массовом производстве изделий из-древесины имеет значение форма деталей и расположение поверхностей, допуски которых установлены ГОСТ 6449.3-82. Различают допуски формы (прямолинейности, плоскостности, цилиндричности, заданного профиля) и допуски расположения поверхностей (параллельности, перпендикулярности, наклона, соосности, симметричности и т. п.). Стандарт ограничивает суммарные погрешности формы и расположения поверхностей деталей, включающие величину изменения этих погрешностей при колебаниях влажности материалов в допускаемых пределах. Допуски расположения осей отверстий для крепежных деталей регламентированы ГОСТ 6449.4-82. Допуски выбирают в зависимости от вида и схемы расположения отверстий на сопрягаемых деталях. Для несопрягаемых размеров, когда нет необходимости в допусках и посадках, неуказанные предельные отклонения и допуски назначают по ГОСТ 6449.5-82, который устанавливает четыре класса точности, условно называемых точный, средний, грубый и очень грубый. Числовые значения неуказанных допусков приведены в справочном приложении к стандарту. Реклама:Читать далее:Точность обработки деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|