|
|
Категория:
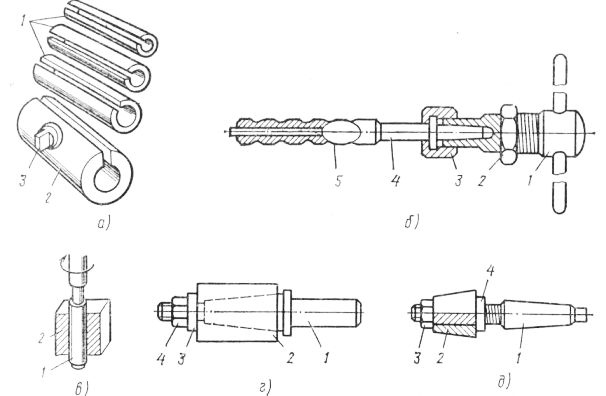
Практика слесарно-сборочных работ Поверхности цилиндрических деталей (плунжера насосов, переходных клапанов и пр.) доводят чугунными притирками, выполненными в виде разрезных втулок, установленных в цельных или разрезных оправках. Разрезной притир вставляют в разрезную оправку и постепенно, по мере притирки плунжера, поджимают винтом, в результате чего диаметр отверстия притира уменьшается.
Рис. 1. Форма притиров и оправок для доводки внутренних поверхностей деталей Отверстия втулок могут быть притерты посредством разрезных притиров-гильз, насаживаемых на конусную оправку. В этом случае притир по мере притирки отверстия втулки постепенно сдвигается по конусу оправки, чем достигается увеличение диаметра его наружной поверхности. Конусную оправку закрепляют на державке гайками. На рис. 1, в показан обычный притир, предназначенный для предварительной притирки отверстий в детали. На рис. 1, г показана конусная оправка, на которой установлена цилиндрическая втулка, закрепленная с торца гайкой с шайбой, а на рис. 1, д показана резьбовая оправка, на которой между резьбовой шайбой и гайкой закреплена конусная разрезная втулка, предназначенная для доводки конусных отверстий в деталях. Отверстие плунжера доводят с помощью конусного притира, установленного в оправке. Плунжер закрепляют в тисках. Вращая двумя руками рукоятку оправки, вращают притир и доводят отверстие. Ручная притирка — трудоемкий и малопроизводительный процесс, поэтому во всех случаях, когда это возможно, эту операцию необходимо механизировать. Пневматическая машинка состоит из корпуса, кнопки и шпинделя, на котором закреплен трехкулачковый патрон с установленной в нем оправкой. На оправку надевают вначале спиральную пружину, в отверстие оправки запрессовывают штифт. Придерживая спиральую пружину, на цилиндрическую часть оправки и на штифт надевают втулку с прорезью и закрепляют их гайкой. В процессе доводки притир, перемещаясь по отверстию, совершает колебательные движения.
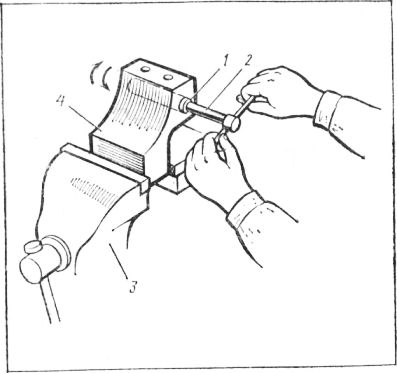
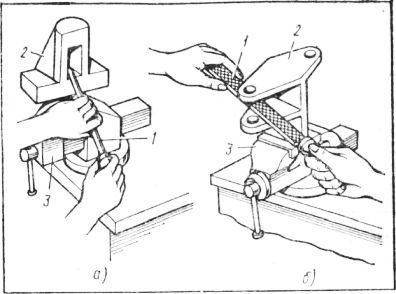
Рис. 2. Доводка отверстия в детали вручную Для мелких и точных слесарных доводочных работ применяют напильники малых размеров (длиной 100—150 мм) с мелкой насечкой, а также настольные электрические и пневматические машинки. В процессе обработки деталей важное значение имеет правильное расположение рук при захвате режущего инструмента и постановка ног в позах «стоя» и «сидя». На рис. 4, а показан прием расположения рук при зачистке поверхности внутреннего контура детали, закрепленной в тисках, напильником, а на рис. 4, б — при опиливании плоскости детали, закрепленной в параллельных тисках. Во время опиливания движение напильника должно быть строго горизонтально, а нажим опиливание поверхностей деталей, закрепленных в тисках рук на рукоятку и носок напильника должен быть равномерным. При рабочем движении напильника нажим левой рукой нужно постепенно уменьшать, чтобы получить ровную обработанную поверхность.
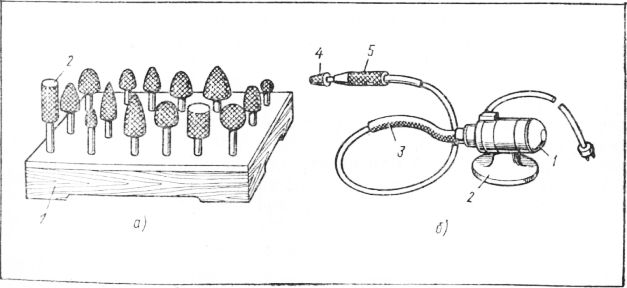
Рис. 3. Механизированная доводка отверстий в детали Для обработки поверхностей деталей и узлов механизмов машин широко применяют разного вида шарошки и абразивные круги. На рис. 4, а показан комплект шарошек, наконечники которых вставлены в гнезда деревянной подставки. В процессе работы наконечники шарошек крепят в патроне электрической настольной машинки, состоящей из электродвигателя, смонтированного на подставке, гибкого вала и шарошки, закрепленной в патроне. Для доводки небольших поверхностей используют пневматическое машинки (механические напильники). Машинка имеет шланг, рукоятку, пусковую кнопку, поворотный барабан, патрон, напильник, преобразователь движения и пневматический двигатель. Максимальная скорость движения напильника 20 м/мин.
Рис. 4. Форма шарошек (а) и электрическая машинка (б) для доводки
Рис. 5. Пневматические напильники Пневматическая машинка, показанная на рис. 5, б, имеет напильник, установленный в патроне, который закреплен на валике поршня и поворотной втулки. Валик соединен с турбин-кой, вмонтированной в коробке и в рукоятке. При нажатии пальцем на пусковой крючок сжатый воздух, поступающий через шланг, приводит во вращение турбинку, которая сообщает напильнику скорость перемещения от 500 до 5000 дв. ход/мин. Пневматическая машинка, приведенная на рис. 5, в, отличается от предыдущих тем, что у нее рукоятка находится на одном уровне с напильником, что создает удобство, работе. В процессе опиливания или припиливания поверхностей деталей слесарь левой рукой захватывает корпус машинки, а правой — рукоятку и направляет напильник по обрабатываемой поверхности так, как ему удобно. Пневматическая машинка состоит из напильника, закрепленного в головке корпуса, преобразователя движения, рукоятки, редуктора и двигателя, работающего под давлением 0,5—0,6 МПа. Длина хода напильника 12 мм, скорость 1500 дв. ход/мин. Скорость при чистовой зачистке должна быть для стали, чугуна и мягких металлов 30—35 м/с. При снятии металла шлифовальным кругом в месте соприкосновения его с деталью выделяется значительное количество теплоты, что может вызвать местный прижог, проявляющийся в виде черных пятен на поверхности детали. Для предотвращения этого необходимо непрерывно перемещать круг по поверхности детали. Местную зачистку закаленных и точно обработанных деталей производят абразивными брусками различной формы с применением минерального масла, керосина или скипидара. Необходимую шероховатость после опиловки напильниками достигают, зачищая поверхность шкурками. Для зачистки поверхностей деталей из стали, твердой бронзы, ковкого чугуна и других сплавов высокой твердости применяют мелкозернистые шкурки от № 220 (00) до № 280 (0000) с электрокорундовым зерном. Поверхности деталей из хрупких и мягких металлов (чугуна, бронзы, алюминиевых сплавов) зачищают шкурками более крупных размеров (№ 120—220) с карбид-кремниевым зерном. Для очень точных работ используют так называемые микронные шкурки зернистостью от М28 до М10. Обычно применяют шкурки на тканевой основе. Пневматическую машинку с шлифовальным кругом используют для обработки внутреннего контура (окна) в детали.
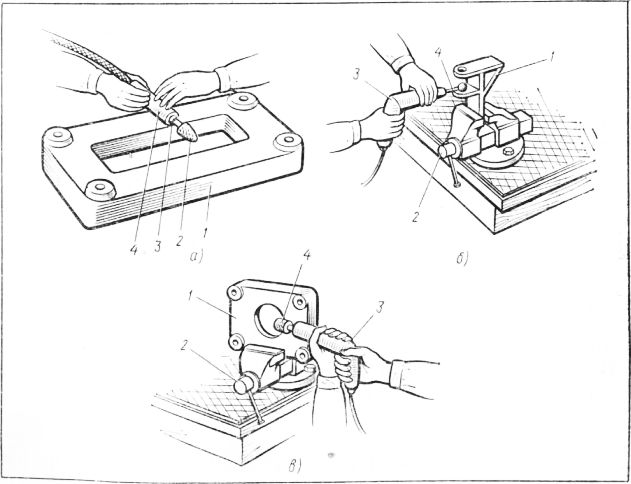
Рис. 6. Механизированные способы обработки отверстий Вначале проверяют надежность закрепления Kpvra в головке машинки и включают ее. Затем в правую руку берут корпус машинки, а двумя пальцами левой руки прижимают корпус машинки с шлифовальным кругом к поверхности детали. Осторожно нажимая на обрабатываемую поверхность окна, периодически перемещают круг вдоль поверхности для того, чтобы не сделать на ней прижоги и неровности. На рис. 6, б показан прием расположения рук при зачистке круглой шарошкой торца отверстия в кронштейне, закрепленном в параллельных тисках на слесарном верстаке. В данном случае правой рукой захватывают рукоятку пневматической машинки, а левой сверху корпус машинки, затем подводят шарошку к отверстию кронштейна и зачищают торец. На рис. 6, в показан другой прием, когда правой рукой захватывают рукоятку электромашинки, левой снизу корпус машинки и поддерживают ее. После чего включают машинку и обрабатывают кругом торец отверстия в детали, закрепленной в параллельных тисках. Реклама:Читать далее:Правка валов и полирование их поверхностейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|