|
|
Категория:
Слесарно-инструментальные работы Далее: Опиливание деталей Для механической доводки измерительного инструмента и некоторых деталей измерительных приспособлений используются различные конструкции доводочных станков и доводочных бабок. Так, например, широко применяются универсальные доводочные станки и бабки для круглых поверхностей; бабки с притирочными дисками для доводки плоских поверхностей. Находят применение и специальные станки: станки для доводки плоскопараллельных концевых мер, станки для доводки пассаметров и микрометров, станки для доводки штихмасов и, наконец, станки для шлифования и доводки скоб. Однако специальные доводочные станки применяются главным образом на специализированных инструментальных заводах.
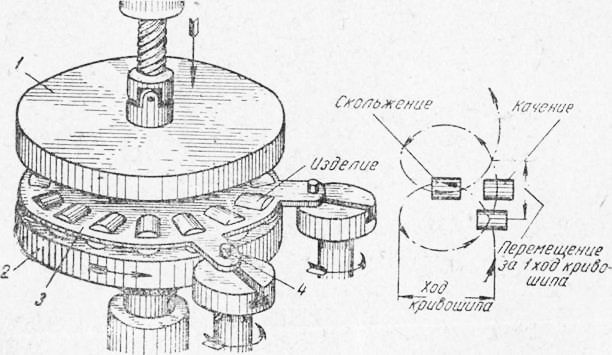
Рис. 1. Схема работы доводочного станка.
Доводочная бабка с притирочным диском служит для доводки плоскостей и очень проста по своей конструкции. Его шпиндель приводится в движение ременной передачей от отдельного электродвигателя через шкив и вращается в подшипниках, смонтированных в станине. При работе на ней деталь слегка прижимают к поверхности притирочного диска и медленно водят от центра диска к его краю и обратно, иногда поворачивая по плоскости диска в разных направлениях. Доводочная бабка для цилиндрических поверхностей состоит из фрикционного диска, который вращается электродвигателем и силой трения, действующей между ними, приводит в движение ролик. Ролик имеет возможность скользить по шпонке вдоль шпинделя доводочной бабки. На шпиндель навернут патрон 6, в котором устанавливаются обрабатываемые детали или оправки для них. Если изменить расстояние ролика от центра фрикционного диска, то шпиндель изменит число оборотов, понизив или увеличив окружную скорость детали, закрепленной в патроне. Перемещение притира (подача детали) производится вручную. Схема работы одного из универсальных доводочных станков приведена на рис. 1. Его верхний притирочный диск во время работы неподвижен, но давит своим весом на деталь. Нижний же притирочный диск вращается. Детали свободно располагаются в гнездах обоймы, которая получает колебательное движение от пальца кривошипа. Этот кривошип расположен эксцентрично к оси вращения притирочного диска. В результате этого детали проходят путь по кривой, показанной на схеме. Этот путь представляет сложное движение, которое состоит вначале из скольжения по притирочному диску, затем качения и скольжения одновременно, затем качения, вновь качения и скольжения и т. д. Производительность подобных станков велика, они дают хорошую чистоту поверхности детали и позволяют доводить не только цилиндрические, но и плоские поверхности после установки соответствующей обоймы. Реклама:Читать далее:Опиливание деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|