|
|
Категория:
Производство древесных пластиков Далее: Древеснослоистые материалы Древеснослоистые пластики в зависимости от назначения разделяют на следующие виды: плиточные, для электропромышленности, дельта-древесина, балинит, а также профилированные изделия из древеснослоистых пластиков. В зависимости от толщины они бывают плиточные толщиной от 15 до 50 мм и листовые — от 1 до 12 мм. В зависимости от вида применяемой смолы (спирторастворимой или водорастворимой) древеснослоистые пластики различаются по физико-механическим свойствам. Располагая отдельные слои шпона по направлению волокон древесины различными способами, можно получить древеснослоистые пластики с неодинаковыми физико-механическими свойствами. В практике применения их разделяют на следующие виды: о параллельным направлением волокон во всех слоях, перекрестным, смешанным и со звездообразным расположением. Кроме того, имеются так называемые армированные древесно-слоистые пластики, у которых между листами шпона прокладывается проволочная сетка с утком из хлопчатобумажной пряжи. Древеснослоистые пластики плиточные изготавливаются в виде коротких или длинных плит. Короткие плиты всех марок получаются из целых по длине волокон листов шпона. Длинные плиты изготавливаются из целых по длине листов шпона, собранных по специальным схемам в пакеты с нахлесткой. Плиты древеснослоистых пластиков изготавливаются толщиной от 15 до 50 мм и шириной от 900 до 1200 мм. Короткие плиты изготавливаются длиной от 750 до 1500 мм, а длинные плиты — длиной 2300, 4800, 5500 и 5700 мм. Характеристика древеснослоистых пластиков с различным направлением волокон Расположение волокон в древеснослоистых пластиках показано на рис. 1. Древесно-слоистому пластику с параллельным направлением волокон во всех слоях шпона присвоена марка ДСП-А. Этот вид пластика применяется в тех случаях, когда необходимо получить максимальную прочность в одном направлении. Из древеснослоистого пластика этой марки изготавливаются вальцы, винты, вкладыши подшипников. Пластики с параллельным направлением волокон дают высокие показатели предела прочности на растяжение, изгиб и сжатие. Древеснослоистые пластики со смешанным расположением волокон, у которых через каждые 10—20 слоев, расположенных параллельно, один слой шпона укладывается под углом 90°. Пластик этого вида имеет марку ДСП-Б и применяется в подшипниках, силовых конструкциях и пр. Разновидностью пластика этого вида является так называемая дельта-древесина авиационная, имеющая марку ДСП-10, и электротехнический пластик, имеющий марку ДСП-Б-Э. Древеснослоистые пластики с перекрестным направлением волокон в смежных слоях Шпона имеют марку ДСП-В. Древеснослоистые пластики этой марки имеют одинаково высокие показатели прочности в двух перпендикулярных направлениях. Применяются они в конструкциях, требующих значительных пределов прочности при сжатии и скалывании как вдоль, так и поперек волокон. Кроме того, этот вид пластика используется при изготовлении матриц для вытяжки и штампования, моделей отливок и вкладышей подшипников, шаров для мельниц, а также для силовых и электроизоляционных деталей электропромышленности, где пластик имеет марку ДСП-В-Э.
Рис. 1. Расположение волокон в древеснослоистых пластиках:
а — параллельное направление волокон; б — смешанное; в — перекрестное; г — звездообразное; L — длина бруска; h — высота; Ь — ширина (толщина) плиты
Древеснослоистый пластик со звездообразным направлением волокон имеет в двух смежных слоях шпона направление волокон под углом 30°. Величина угла может быть увеличена до 45—60°. Звездообразный пластик обладает большой равномерностью в распределении механических свойств материала по окружности. Пластик этот имеет марку ДСП-Г и применяется для изготовления шестерен, фрикционных шкивов и втулок небольшого диаметра. Плиты марки ДСП-Г изготавливаются в виде восьмигранника размерами 600, 800 и 1000 мм, считая по диаметру вписанной окружности. Технические свойства древеснослоистых пластиков и слоистых материалов Дельта-древесина плиточная. Выпускается она под маркой ДСП-10, изготавливается толщиной 16 и 18 мм и длиной 1450 мм (короткие плиты), 4400, 5000 и 5700 мм (длинные плиты). В зависимости от основных физико-механических свойств Дельта-древесина марки ДСП-10 разделяется на три сорта А, Б и В. Для приведения показателей прочности при сжатии дельта-древесины разной влажности к прочности при 5% влажности пользуются таблицей коэффициентов; Дельта-древесина листовая. Дельта-древесина листовая представляет собой древеснослоистый пластик, у которого направления волокон в слоях шпона чередуются, образуя в смежных слоях угол 90°, т. е. по своему строению подходит к древеснослоистым пластикам марки ДСП-В. Дельта-древесина листовая изготавливается толщиной 1; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 11; 12 мм и выпускается двух сортов А и Б. Объемный вес листовой дельта-древесины для сорта А и Б равен 1,25—1,4 кг/см3, влажность для обоих сортов составляет от 3 до 8%. Древеснослоистый пластик текстильный (ДСП-Т). По своему строению он подобен пластику марки ДСП-10, но отличается от него физико-механическими свойствами. Древеснослоистый пластик этой марки применяется для изготовления валков ткацких станков. Плиты ДСП-Т изготавливаются длиной 760 мм или кратной ей, шириной 68 мм или кратной ей и толщиной 15—18 мм и 31 мм. Предел прочности древеснослоистого пластика марки ДСП-Т при ударном изгибе параллельно плоскости склейки составляет не менее 60 кгсм/см2, а при скалывании по плоскости склейки не менее 80 кг/см2. Объемный вес этого пластика равен не менее 1>25 г/см3, а влажность — не более 8%. Древеснослоистый пластик электротехнический (ДСП-Э). Применяется он в качестве электроизоляционного и конструкционного материала для изготовления деталей аппаратуры высокого напряжения — электрических машин, силовых трансформаторов, Ртутных выпрямителей и других установок. Этот пластик является полноценным заменителем листового электротехнического текстолита и гетинакса. В рабочих условиях детали из пластика марки ДСП-Э подвергаются в течение многих лет воздействию высокого напряжения до 400 000 вольт и трансформаторного масла температурой от —45° до +105° для силовых трансформаторов и до +90° для масляных выключателей. Кроме того, детали из пластика марки ДСП-Э подвергаются ударным и статическим нагрузкам на растяжение и сжатие вдоль волокон, изгибу и скалыванию. В зависимости от взаимного расположения волокон шпона в смежных слоях различаются следующие марки пластика ДСП-Э. Марка ДСП-Б-Э — пластик, у которого через каждые 8—12 слоев, расположенных параллельно, один слой шпона укладывается под углом 90°. Марка ДСП-В-Э — пластик, у которого волокна шпона в смежных слоях имеют взаимно перпендикулярное (перекрестное) направление. Плиты марки ДСП-В-Э изготавливаются толщиной 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12 мм, а плиты марки ДСП-Б-Э — толщиной 16; 18; 20; 25; 30; 35; 38; 40 и 45 мм. Плиты марки ДСП-Э выпускаются длиной до 5700 мм. Плиты марки ДСП-В-Э толщиной в 2,5 мм изготавливаются шириной не менее 1200 мм; от 3 мм и выше, а также всех толщин марки ДСП-Б-Э — не менее 1000 мм. По физико-механическим и диэлектрическим свойствам, а также по стойкости к горячему трансформаторному маслу и воздуху древеснослоистые пластики марки ДСП-Э отвечают требованиям, приведенным в табл. 19. Древеснослоистый пластик, пропитанный маслом (ДСПМ). Разработан ЦНИИФМ, предназначен для подшипников, ползунов, направляющих узлов трения, где смазка затруднительна. Древеснослоистый пластик марки ДСПМ выпускается в виде плит длиной от 700 до 1500 мм, шириной от 650 до 1200 мм и толщиной до 50 мм. По конструкции плит этот вид пластика одинаков с пластиками марок ДСП-Б, ДСП-В и ДСП-Г. Предел прочности древеснослоистого пластика марки ДСПМ при растяжении равен 2750 кг/см2, при сжатии — 1500 кг/см2, при статическом изгибе — 2150 кг/см2, при ударном изгибе—• 70 кгсм/см2, при скалывании параллельно слоям — 140 кг/см2. Твердость этого пластика по Бринелю составляет 26 кг/мм2, а водопоглощение за 24 часа — 7%. Графитизированный древеснослоистый пластик (ГДСП). Разработан ЦНИЛХИ, предназначается для изготовления ползунов лесопильных рам. Графитизированный древеснослоистый пластик выпускается в виде плит длиной от 700 до 1500 мм, шириной от 650 до 1200 мм и толщиной 50 мм. По конструкции этот вид пластика одинаков с пластиком марки ДСП-Б. Объемный вес графитизированного древеснослоистого пластика равен 1,28 г/см3, предел прочности при скалывании по плоскости склейки не менее 115 кг/см2, влажность не более 7%. Балинит. Разработан Г. Г. Тутубалиным; представляет собой Древеснослоистый пластик, изготовленный путем горячего прессования химически обработанного березового шпона, пропитанного водными или спиртовыми растворами фенол-формальдегидных или крезол-формальдегидных смол. Листы шпона собираются под углом 15, 30 и 60°, но преимущественно под углом 90°. (т\п зависимости от толщины различают балинит листовой 1ДСП-20) и плиточный (ДСП-31). Листовой балинит в зависимости от физико-механических свойств подразделяется на три сорта А, В и С. По толщине применяемого шпона и типу рубашки балинит выпускается десяти марок: Б01, Б02, БОЗ, Б04, Б07, Б08, Б09 Б10, Б11, Б12. Угол расположения волокон продольных и поперечных листов шпона по отношению друг к другу для всех марок 90°. Объемный вес для всех марок балинита от 1,2 до 1,45 г/см3, влажность от 2 до 8,5 %. Водопоглощение для марок Б01, Б02, Б07, Б08 не выше 10%, для остальных — не более 8 %. Арктилит предназначается для силовых конструкций и обшивочного материала в судостроении и гидросооружениях. Арктилит выпускается двух марок 48/49 и А-47. В зависимости от состава, Расположения компонентов и от толщины листа существуют различные конструкционно-сборочные схемы.
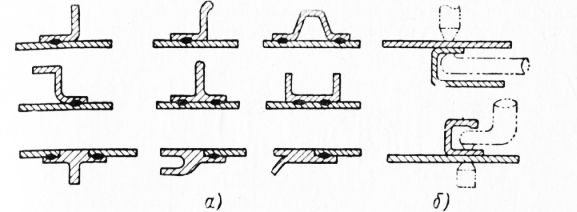
Рис. 2. Схема конструкции листов арктилита:
а —арктилит CX1-48/49 толщиной 7,5 мм; б —СХ1-48М9 толщиной 10 мм; в — СХ1-50 толщиной 15 мм
Арктилит изготавливается толщиной от 2 до 25 мм, длиной До 4800 мм и шириной до 1200 мм. Для получения арктилита применяется: Пример конструкции листов арктилита в зависимости от его марки приведен на рис. 2. Применяемая для производства армированного древеснослоистого пластика металлическая сетка «Арктилит» имеет следующую характеристику. Основа сетки стальная, термически обработанная (кардная) проволока диаметром 0,3 мм, обладающая прочностью при разрыве не менее 175 кг/мм2 и удлинением не более 1,5%. Уток сетки — хлопчатобумажная пряжа, выдерживающая нагрузку при разрыве не менее 2,5 кг. Частота нитей основы после снятия сетки со станка находится в пределах 90—120 на 1 пог. дм, частота нитей утка после снятия сетки со станка 60 + 5 на 1 пог. дм. Комбинированный древесный пластик (КДП). Представляет собой материал в виде плит и заготовок, состоящих из двух частей: средней из брусков цельной древесины и по краям из слоистой древесины (шпона), пропитанных раствором синтетических смол и склеенных между собой в процессе термической обработки под давлением. Слоистая часть комбинированного древесного пластика собирается из шпона с параллельным направлением волокон во всех слоях. Плиты КДП выпускаются двух видов: со средними склеенными между собой на ребро или несклеенными брусками. Для комбинированного древесного пластика первого вида ширина средних брусков в плите может быть произвольной, для второго вида ширина их должна быть равна ширине или высоте изделия или кратной им. Комбинированные древесные пластики поставляются также в заготовках, длина которых от 360 до 585 мм; ширина от 49 до 82 мм и толщина от 38 до 60 мм. Как видно из определения, комбинированный древесный пластик представляет собой композицию из пластифицированной древесины в виде брусков и древесного слоистого пластика. Пластифицированная древесина в виде брусков изготавливается из высококачественной древесины. Заготовка такой древесины весьма трудоемкий процесс, а выход качественных брусков очень низок. Кроме того, для разделки древесины требуется устройство специальных цехов. В отличие от пластифицированных брусков для комбинированных древесных пластиков используются отбракованные кряжи и чураки, вырезки из кряжей и карандаши, имеющиеся на фанерных заводах. Но и в этом случае заготовлять бруски требуемой толщины весьма затруднительно. Например, для ткацких челноков требуется поставлять заготовки — бруски толщиной от 38 до 60 мм. Так как во время пластификации древесина уплотняется и размер ее по высоте (толщине) уменьшается до 50%, то бруски перед прессованием необходимо заготовлять толщиной от 76 до 120 мм, что не всегда возможно осуществить. Поэтому целесообразно изготавливать пластифицированную древесину либо из нескольких склеенных по высоте брусков, либо бруски оклеивать шпоном, пропитанным смолами, что и выполняется при производстве комбинированных древесных пластиков. Предел прочности комбинированного древесного пластика при сжатии вдоль волокон составляет не менее 950 кг/см2, а при скалывании параллельно клеевому слою — не менее 110 кг/см2. Объемный вес этого пластика равен 1,1—1,25 г/см3, влажность не более 12%. Линейное набухание в направлении прессования при погружении в воду на 12 часов составляет 30%. Профилированные древеснослоистые пластики Помимо древеснослоистых пластиков, выпускаемых в виде плоских листов или плит, существуют способы изготовления древеснослоистых пластиков в виде профилированных формованных изделий. В этом случае прессование производят в обогреваемых прессформах, имеющих заданные размеры и конфигурацию. Особенностью профилированных древеснослоистых пластиков является возможность изготавливать их с переменным объемным весом.
Рис. 3. Крышки для футляров из древеснослоистых пластиков
Переменный объемный вес достигается укладкой различного числа слоев шпона в заданных сечениях. В сечениях с большим количеством слоев шпона объемный вес получается выше, чем в сечениях с меньшим количеством слоев. В целях перехода от одной требуемой плотности к другой собранный материал прессуется одновременно до заданных толщин и конфигураций непосредственно в горячих прессформах. Таким образом изготавливают пропеллеры, у которых высокая плотность в конце ступицы обеспечивает прочность, необходимую для прикрепления к валу двигателя, а уменьшающаяся плотность по длине пропеллера снижает до минимума центробежную силу. Из профилированных слоистых пластиков изготавливают крышки для футляров. Для получения крышек применяется березовый шпон толщиной 0,55 мм и синтетические смолы как спирторастворимые (СБС-1 и СКС-1), так и водорастворимые (СКФ и СП-1). Крышки имеют гладкую и блестящую поверхность. Предел прочности крышек при растяжении вдоль волокон рубашек равен не менее 1750 кг/см2. Объемный вес составляет 1,25—1,40 г/см3, влажность — 2—8%, водопоглощение за 24 часа — не более 10%. Профилированные пластики из древесной пресскрошки. Получают их способом горячего прессования в прессформах под большим удельным давлением. Особенностью этого способа является возможность изготавливать из пресскрошки изделия заданной формы и размеров, не требующие дополнительной механической обработки. Из древесной пресскрошки изготавливают детали различного назначения: втулки и вкладыши подшипников, токоизолирующие клещи, кабельные муфты и другие электроизоляционные изделия, челноки для ткацких станков, зубчатые колеса, скобяные изделия и пр. Древесная пресскрошка, идущая на изготовление профилированных, или, как их часто называют, цельнопрессованных изделий, представляет собой мелкие частицы раздробленного в дробилках шпона преимущественно прямоугольной формы. Физико-механические свойства древесной пресскрошки определяются размерностью и формой крошки, содержанием смолы в крошке, удельным давлением при прессовании, температурой и временем прессования. По исследованиям ЦНИИФМ (П. Т. Нысенко), наилучшие показатели имеет крошка прямоугольной и ромбической формы. Наилучшие показатели по этим же видам испытаний имеет крошка из шпона толщиной 0,3 и 0,55 мм. Количество смолы в пресскрошке имеет также большое значение. Уменьшение против нормы количества смолы ограничирает возможность получения деталей со сложным профилем; в то же время увеличиваются водопоглощение и разбухание пластика. Увеличение количества смолы в крошке придает изделию хрупкость и снижает его механическую прочность. Давление оказывает существенное влияние при формовании детали в прессформах. Величина его, по данным ЦНИЛХИ и ЦНИИФМ, зависит от размера крошки и от содержания смолы. Оптимальным давлением для прессования изделий простых конфигураций следует считать 400 кг/см2 и при прессовании сложных конфигураций — 600—800 кг/см2 и более. Время прессования в зависимости от толщины стенок изделия, системы прогрева детали в прессформе принимается от 50 сек. до 2 мин. на 1 мм толщины стенки прессуемого изделия. Физико-механические свойства древесной пресскрошки определяются на стандартных брусках размером 120Х15ХЮ — 15 мм, изготовленных в прессформах. Навеска пресскрошки загружается в прессформу, предварительно нагретую до 130—140°. После загрузки температура пресс-формы поднимается до 145 +5° и при удельном давлении 400— 600 кг/см2 стандартный брусок выдерживается в прессформе из расчета 2 мин. на 1 мм толщины бруска. Брусок выгружается из прессформы без ее охлаждения. Пресскрошка для изготовления подшипников. Прессматериалы для изготовления цельнопрессованных деталей текстильного оборудования. Прессматериал марки Н представляет собой прессованную крошку или полоски из шпона без его предварительной химической обработки. Прессматериал марки У — прессованная крошка или полоски шпона, изготовленные из предварительно химически обработанного в растворе щелочи шпона. Пропитка прессовочной крошки и полосок шпона производится в спиртовом растворе фенол-формальдегидной смолы марки СБС-1. Стандартные образцы для испытаний прессуются из этих прессматериалов при температуре прессформы 150 +5° и удельном давлении 750 +50 кг/см2. Необходимость применения повышенного удельного давления при прессовании объясняется различными условиями и факторами технологии изготовления, в том числе и содержанием смолы в прессматериале, которое колеблется в пределах 18—25%. Физико-механические свойства прессматериалов марок Н и У приведены в табл. 27 (стр. 44). Пресскрошка марки ПРС-1. Древесная пресскрошка марки ПРС-1 представляет собой крошку березового шпона, преимущественно прямоугольной формы, пропитанную раствором фенол-формальдегидной смолы марки СБС-1, и предназначается для изготовления подшипников для прокатных станов. Пресскрошка содержит влаги + летучих 7%, смолы 25—33%j Объемный вес ее равен не менее 1,30 г/см3. Предел прочности при сжатии составляет не менее 1000 кг/см2, при статическом изгибе не менее 1100 кг/см2, при ударном изгибе— не менее 14 кгсм/см2. Твердость по Бринелю равна не менее 20 кг/мм2. Водопоглощение за 24 часа составляет не более 2%. Пресскрошка Ликинского механического завода. Ликинский механический завод выпускает пресскрошку, отличающуюся от Ранее приведенных тем, что крошка пропитывается водорастворимыми фенол-формальдегидными смолами. В зависимости от применения крошка изготавливается из шпона без предварительной ее химической обработки и путем предварительного выщелачивания шпона (способ Г. Г. Тутуба-лина). Пресскрошку получают из шпона толщиной 0,8—1 мм, кроме того, используются древесные отходы в виде опилок, отсеянных от крупных кусков и коры. Пресскрошка применяется для изготовления путем горячего прессования в прессформах деталей в виде соединительных и от-ветвительных кабельных муфт, конструкционных деталей электропил, корпусов розеток и изделий широкого потребления, Стандартные образцы для испытаний прессуются при температуре прессформы 150—170° и удельном давлении 400 кг/см2. Изготовление втулок и вкладышей Втулки и вкладыши подшипников из древеснослоистых пластиков. Из древеснослоистых пластиков и древесной пресскрошки изготавливают изделия, имеющие большое значение в машиностроении, например детали для узлов трения и передач различного рода станков и машин. Втулки из древеснослоистых пластиков представляют собой склеенные или наборные (несклеенные) из трапецоидальных брусков многогранники, расточенные на заданные размеры. Вкладыши подшипников изготавливают из втулок, разрезая их пополам вдоль оси. Втулки и вкладыши подшипников получают также из отрезков плит древеснослоистых пластиков или из отрезков плит, предварительно склеенных между собой на пласть в болванки заданных размеров. Втулки и вкладыши из древеснослоистых пластиков используются в узлах трения в качестве подшипников скольжения. Для изготовления втулок и вкладышей как склеенных, так и несклеенных применяются древеснослоистые пластики марок А и Б, а для расточенных из отрезков плит или из болванок используются древеснослоистые пластики марки Г и в отдельных случаях марки В. Для склеивания брусков применяются клеи марок ВИАМ-Б-3 и КБ-3, изготовляемые из фенол-баритовой смолы ВИАМ-Б и фенол-формальдегидной смолы Б. Катализатором и компонентами для получения клеев из смолы ЬИАМ-Б является керосиновый контакт и спирт, а для смолы марки Б — керосиновый контакт. Особенностью этих клеев является свойство отверждаться и склеивать при комнатной температуре. Втулки и вкладыши изготавливаются по чистоте обработки в соответствии с требованиями, предусмотренными чертежами. Неплотности клеевых швов между брусками допускаются в пределах припуска на обработку. Размеры втулок и вкладышей должны соответствовать чертежам с отклонениями от размеров, предусмотренными допусками, не более 3-го класса точности включительно. Каждая втулка или вкладыш п^ред упаковкой покрывается слоем консистентного минерального масла и обертывается в непромокаемую или промасленную в обезвоженном масле бумагу. Хранятся втулки и вкладыши в закрытом сухом помещении. Втулки и вкладыши подшипников цельнопрессоваиные из древесной пресскрошки. Цельнопрессоваиные втулки и вкладыши подшипников изготавливаются из древесной пресскрошки путем горячего прессования в прессформах в виде готовых деталей, отпрессованных по размерам, установленным чертежами, или в виде заготовок — деталей с соответствующими типоразмерами, определяемыми размерами прессформ. Поверхность цельнопрессованных втулок и вкладышей должна быть гладкой, без вмятин и раковин, причем группа чистоты рабочей поверхности детали определяется качеством изготовления рабочих поверхностей прессформы. Цельнопрессованные втулки и вкладыши, изготовленные в виде заготовок, могут иметь на поверхности штрихи и вмятины глубиной в пределах допусков на обработку. Реклама:Читать далее:Древеснослоистые материалыСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|