|
|
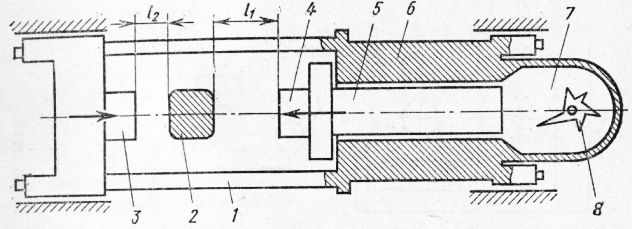
Категория:
Ковка на молотах и прессах Резка на установках взрывного действия. Импульсную резку крупногабаритных штанг и слитков в холодном и горячем состояниях осуществляют на копрах различных конструкций, работающих от энергии взрыва пороховых зарядов или газа, в том числе природного. На рис. 1 показана схема установки для резки металла взрывом — безфундаментный горизонтальный копер, в котором на жесткой прессовой раме с одной стороны закреплен нож, ас другой — камера взрыва и цилиндр. Внутри цилиндра располагается баба-шток, на конце которого закреплен нож. При пропуске электрической искры заряд взрывается и толкает бабу с ножом влево к штанге. Одновременно рама с ножом движется вправо. Поскольку массы движущихся рамы и бабы-штока неодинаковы, постольку неодинаковы и расстояния от ножей до заготовки. Расстояния, на рис. 1 обратно пропорциональны массам бабы-штока и рамы. Соответственно этому различны и начальные скорости внедрения ножей в штангу. На копре можно выполнить рез-при непосредственной установке штанги на нож. В месте контакта выделяется большое количество тепла и металл под влиянием высокой температуры оплавляется, в результате чего обеспечивается его прорезание. Резка на электромеханических пилах осуществляется за счет тепла, выделяющегося при трении диска о металл, и одновременного теплового действия электрической дуги, возбуждаемой между диском и разрезаемым металлом. Этот способ применяют для резки углеродистых и легированных сталей. Отходы на пропил не превышают 3 мм. Чистота поверхности почти одинакова с чистотой поверхности, получаемой резкой на механических пилах. Время резки на электромеханических пилах сокращается в 10 раз и более по сравнению с временем резки на пилах трения.
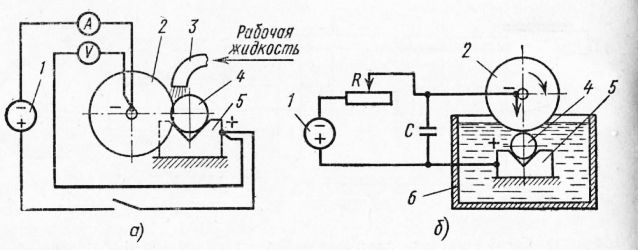
Рис. 1. Схема установки для резки металла взрывом (по В. Г. Кононенко): При анод но -механической резке быстро вращающийся стальной диск толщиной 0,5—2,5 мм соединен с отрицательным полюсом генератора, а разрезаемый металл — с положительным. В зону реза непрерывно подается водный раствор жидкого стекла, являющийся электролитом и хорошо проводящий элек-тричество. Между вращающимся диском, совершающим также и поступательное движение, и разрезаемым металлом возникает дуговой Разряд, оплавляющий металл. Расплавленный металл при вращении Диска выносится из разреза в виде снопа искр. В этих установках место диска может использоваться бесконечная стальная лента. Анодно-механические станки используют для резки слитков и заго-овок из весьма прочных и труднообрабатываемых сталей и сплавов, когда неэффективны обычные способы резки. Большие сила и плотность тока разряда при температуре порядка 10 000 °С приводят к взрывообразному плавлению, сгоранию и испарению металла в месте реза. Поверхность реза получается ровной и чистой. Область применения электроискровой резки та же, что и анодио-механической. Оба способа позволяют отрезать заготовки точных размеров и с малым отношением длины к диаметру. При анодно-механической и при электроискровой резке между дисковым или ленточным инструментом и разрезаемой заготовкой всегда имеется зазор.
Рис. 2. Схемы анодно-механической (а) и электроискровой (б) установок для резки металла: Для разделки на заготовки высоколегированных хрупких и высокопрочных сталей и сплавов иногда используют разрезку тонкими, вращающимися с большой скоростью абразивными диска-м и. Недостатком этого вида разрезки является подкалка торцовых поверхностей заготовки. В некоторых случаях для отрезки заготовок в кузнечно-штамповочных цехах используют специализированные токарные автоматы, в том числе трубоотрезные. Реклама:Читать далее:Основные положения техники безопасности при работе на оборудовании для разделки металлаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|