|
|
Категория:
Сварка металлов Далее: Виды наплавки Наплавка — процесс нанесения при помощи сварки слоя металла на поверхность изделия. Наплавку применяют для восстановления изношенных деталей и получения изделий с заданными свойствами поверхности: износостойкостью при нормальных и повышенных температурах, жаропрочностью, жаростойкостью, кислотостойкостью и другими свойствами. Для наплавки прйменяют в основном дуговые виды сварки: ручную плавящимися и неплавящимися электродами, полуавтоматическую и автоматическую под флюсом и в защитных газах, вибродуговую, плазменную. Наряду с дуговой применяют газовую, электрошлаковую, индукционную, печную наплавку. Наплавка имеет ряд отличительных особенностей по сравнению с соединительной сваркой. При наплавке поверхностных слоев с заданными свойствами химический состав наплавленного металла существенно отличается от химического состава основного металла. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости Существует несколько способов получения легированного металла заданного химического состава: – использование легированного электродного стержня, электродной проволоки и/вд ленты сплошного сечения и нелегирующих покрытий, флюса или защитного газа; – использование проволок и лент с легирующими наполнителями в сочетании с нелегирующими покрытиями, флюсом или защитным газом; – использование нелегированного электродного стержня, проволоки или ленты и легирующего покрытия или флюса; – нанесение легирующих примесей в виде порошков, паст, брикетов и т. д. на поверхность, подлежащую наплавке.
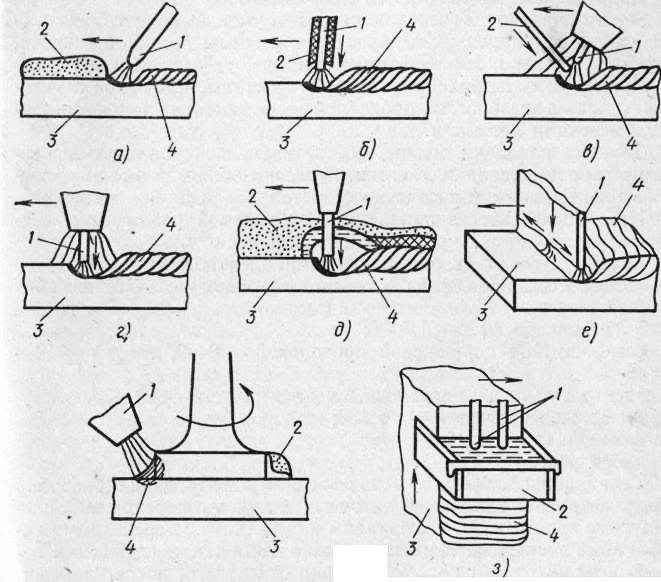
Рис. 1. Схемы основных способов наплавки плавлением:
а — угольным (графитовым) электродом расплавлением слоя сыпучего зернистого наплавочного сплава, б — ручной дуговой покрытым электродом или легирующим покрытием, а — неплавящимся вольфрамовым электродом в защитных инертных газах с подачей в дугу присадочного прутка, г — плавящимся электродом проволокой в защитных газах, д — механизированная (автоматическая, полуавтоматическая) дуговая плавящейся проволокой под флюсом, е — плавящейся лентой в защитных газах или под флюсом, ж — расплавлением плазменной струей плазмотрона, предварительно наложенного или спеченного из порошков наплавочного материала (2), з — электрошлаковая наплавка плавящимися электродами с перемещаемым составным медным ползуном, во всех случаях 3 — наплавляемая деталь, 4 — наплавленный слой
Возможны комбинации этих методов. Технологическими требованиями и особенностями наплавки по сравнению с соединительной сваркой являются: – минимальное перемешивание наплавляемого слоя с основным металлом для обеспечения заданного химического состава слоя и предотвращения трещин; – обеспечение минимальной зоны термического влияния; минимальные деформации и напряжения. Эти требования обеспечиваются за счет уменьшения глубины про-плавления регулированием параметров режима, погонной энергии, техники наплавки, колебаниями электрода, увеличением его вылета, применением широкой ленты малой толщины, наплавкой симметричных слоев вразброс, их проковкой после наплавки и другими технологическими приемами. Техника наплавки должна обеспечивать максимальную производительность наплавки, т. е. максимальное количество расплавляемого электродного (присадочного) металла в единицу времени. Производительность наплавки, выполняемой различными способами и приемами, примерно следующая (кг/ч): – ручная дуговая сварка покрытыми электродами — 0,8—3; автоматическая под флюсом одним электродом — 2—15, лентой— 5—30; – в углекислом газе— 1,5—8; – самозащитной порошковой проволокой — 2—9, лентой — 10— 20; – электрошлаковая проволочными электродами — 20—60, электродом большого сечения — до 150; – плазменная — 2—12; – вибродуговая — 1,2—3. Техника наплавки при использовании электродной проволоки предусматривает наложение ниточных валиков с перекрытием предыдущего валика на 1/3 его ширины или валиков с поперечными колебаниями электрода. Наплавку можно вести также ниточными валиками на некотором расстоянии один от другого, после удаления шлака со всех валиков наплавляют валики в свободных промежутках. При наплавке плоских поверхностей целесообразно применять широкие валики, т. е. вести процесс с колебательными движениями, а также использовать электродные ленты. Наплавку тел вращения выполняют вдоль образующей или круговыми валиками по винтовой линии. Для уменьшения деформаций и напряжений применяют проковку после наплавки. Реклама:Читать далее:Виды наплавкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|