|
|
Категория:
Проектирования технологических процессов В основе всех требований ко всякому проектируемому Технологическому процессу должно быть следующее принципиального характера положение: проектируемый процесс при заданных конкретных условиях и масштабе производства должен обеспечить надежное осуществление всех требований рабочего чертежу (и особых условий, если таковые имеются) и притом наиболее экономичным способом. Это положение состоит, как мы видим, из двух принципиальных установок, которые мы будем называть: а) Принцип технологический: проектируемый процесс при заданных конкретных условиях и масштабе производства должен обеспечить надежное выполнение всех технологических требований, предъявляемых к данной обработке. Под технологическими требованиями к данной обработке мы понимаем всю сумму требований рабочего чертежа и особых требований, возникающих из условий работы детали в изделии (т. е. обработка всех требуемых поверхностей, выдерживание размеров, допусков, достижение нужной чистоты поверхности и т. д.). Обращаем также внимание, что от проектируемого процесса требуется не только осуществление всех технологических требований к обработке, но и надежное их осуществление. Это значит, что процесс должен быть таким, чтобы результаты обработки были по возможности меньше подвержены неполадкам случайного характера. б) Принцип экономический (или принцип наибольшей рентабельности процесса) заключается в том, что проектируемый процесс при условии удовлетворения технологического принципа должен быть наиболее экономичным или наиболее рентабельным (выгодным). Это значит, что проектируемый процесс при определенных конкретных условиях и Масштабе производства должен обеспечить технологические требования к обработке, при наименьших капитальных и производственных затратах на осуществление данного процесса. Этот совершенно очевидный принцип в нашем случае выбора метода механической обработки имеет сугубо серьезное значение в силу чрезвычайного многоообразия способов механической обработки и имеющихся на мировом рынке станков. Не будет преувеличением сказать, что число и разнообразие способов обработки металлов резанием и- имеющееся-число разновидностей оборудования значительно превосходит число способов обработки и разновидностей оборудования во всех других видах обработки металлов. Кроме того, надо такя{е отметить весьма быстрый темп совершенствования методов механической обработки по линии, главным образом, развития, совершенствования и изобретения в деле станкостроения. Многие из приведенных методов, естественно, могут быть вполне целесообразными и рентабельными и в настоящее время в зависимости от масштаба производства. Последние наиболее совершенные и дешевые методы могут оказаться совсем невыгодными при малых размерах производства, так как они требуют дорогого оборудования, которое в этом случае могло бы быть слабо и, стало быть, невыгодно использованным.
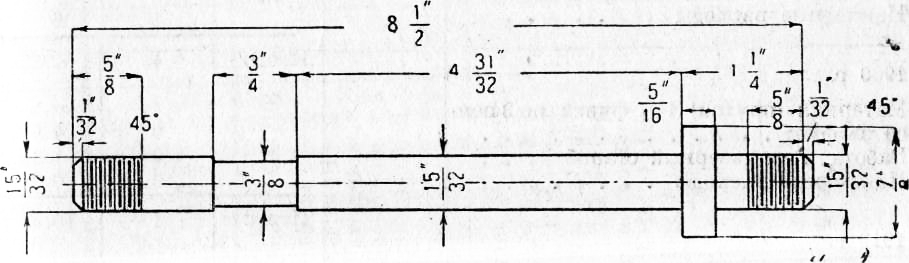
Рис. 1. Совершенно естественно, что во многих случаях задача обработки Данной детали и, в частности, ее механической обработки может быть решена несколькими методами, одинаково удовлетворяющими технологическим требованиям обработки, и различными с экономической стороны. В этих случаях, очевидно, последний принцип будет безусловно решающим в выборе нужного метода и оборудования. При составлении «сравнительных» вариантов мы должны помнить, что для настоящего отрезка времени, пока развитие станкостроения в СССР еще не покрывает всех наших потребностей в части специализированных и особо производительных станков, мы пока принуждены покупать такие станки за границей и затрачивать на это иностранную валюту. Поэтому простым сопоставлением двух вариантов, без учета доли иностранной валюты в капитальных затратах по отдельным вариантам, нельзя решать данный вопрос.. В левой стороне таблицы приведена стоимость станков Bullard (вертикальные шестишпиндельные полуавтоматы), на которых вся токарная обработка производится в две операции, и в правой стороне — стоимость ряда необходимых станков при более диференцированной обработке. Во втором случае операции по сверлению вынесены на сравнительно дешевые сверлильные станки, сложные операции по обточке делаются на горизонтальных одношпиндельных полуавтоматах Fay — Jones Lamsen Mch. G°. Казалось бы, что первый, более простой по числу операций, вариант будет более приемлемым, однако сравнение этих двух вариантов только по капитальным затратам дает явное преимущество второму. В обоих вариантах взято американское оборудование. Причина большей экономичности второго варианта заключается в том, что в нем мы имеем лучшее использование особо ценных станков, выполнение относительно простых, но длительных операций (сверление) на более дешевых станках и вообще .применение более дешевых, но вполне отвечающих технологическим требованиям (и заданной производительности) станков. Подсчеты потребной рабсилы при организации обточки всех шестерен по второму варианту дают сравнительно небольшое увеличение, а именно—вместо 16 рабочих по первому варианту будет 29 по второму, т. е. на 13 человек больше, но при втором варианта будет значительно меньше наладчиков (так как сами, станки в этом случае проще). Более же высокая оплата наладчиков в значительной мере компенсирует увеличение числа рабочих. Таким образом с точки зрения потребной рабсилы второй вариант дает лишь весьма небольшое увеличение, тогда как стоимость оборудования для обточки всех шестерен по первому варианту дороже на 127%. При таких условиях становится совершенно ясно, что второй вариант будет наиболее рентабельным (тем более, что весьма сильно снижает затраты в инвалюте). А так как, с точки зрения технологических требований, второй вариант в целом не уступает первому, то вывод остается целиком в пользу второго варианта. Не следует, однако, думать, что диференцирование операций во всех случаях будет давать аналогичную картину. Здесь будет уместным, однако, предостеречь от излишнего увлечения вариантами производящегося очень часто не только в случаях необходимости, а по причине недостаточного знакомства с данной механической обработкой и характеризующего собой неуверенное «нащупывание»: не окажется ли новый вариант лучше уже имеющегося? . Также нужно указать, что целый ряд обработок деталей автомобиля (как например, нарезка шестерен, расточка цилиндров блока, обработка шатунных шеек коленчатого вала и др.) в силу своих особенностей и необходимой степени точности требуют вполне определенных методов и оборудования. Очень часто таковые операции не могут быть выполнены на более дешевом и простом оборудовании, хотя бы требующиеся для них специального назначения станки и не могли быть использованы достаточно полно и рентабельно. Здесь мы имеем случай, когда технологический принцип безусловно превалирует над экономическим принципом. Однако принцип максимальной экономичности процесса является решающим не только в случаях сравнения вариантов, равнозначных с технологической стороны, но он служит также и основой для целого ряда предпосылок выбора метода обработки и оборудования, как это будет видно из дальнейшего изложения. Из рассмотренного выше примера становится ясным, что наиболее целесообразным процессом для данного конкретного случая будет, как правило, не самый совершенный метод и не на самом лучшем и производительном оборудовании, а такой метод, который в данных конкретных условиях удовлетворит обоим вышеназванным принципам, т. е. даст надежное и полное решение с технологической стороны и в то же время наиболее экономичное. Отсюда мы получаем следующей практическое указание: прежде чем остановиться окончательно на том или ином выбранном технологическом процессе, надлежит тщательно п подробно проанализировать условия как технологического, так и экономического порядка, в которых будет проходить будущий процесс. Оба вышеназванные принципа, как это теперь совершенно ясно, представляют собой одно неразрывное целое, так как они оба являются как бы синтезом всех факторов и правил выбора метода обработки и оборудования для каждого конкретного случая. В дальнейшем изложении мы перейдем к выводу из приведенных принципов ряда этих факторов, касающихся той или иной стороны технологического процесса. Реклама:Читать далее:Размер задания, как один из решающих факторов выбора метода обработки и оборудованияСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|