|
|
Категория:
Групповая технология получения заготовок Групповой метод производства изделий из пластмасс имеет следующие преимущества по сравнению с обычным методом индивидуального проектирования и изготовления:
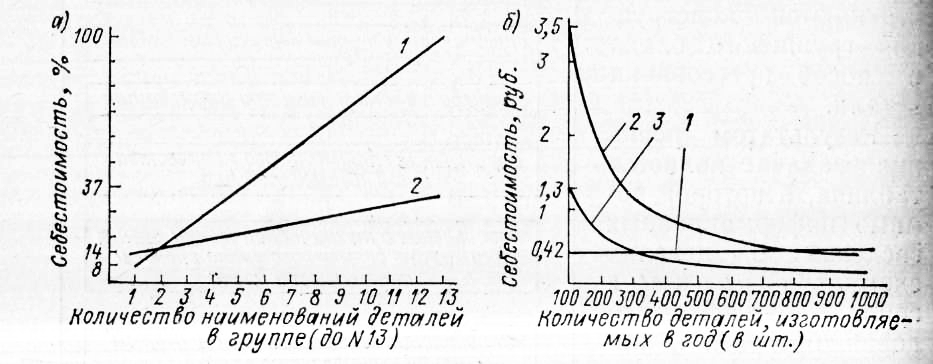
Рис. 1. Сравнительные экономические показатели при единичных и групповых технологических процессах изготовления деталей из пластмасс: Использование групповых блоков со сменными формовкладышами экономически оправдывает себя не только в серийном, но и в мелкосерийном производстве. Это объясняется тем, что резко сокращаются затраты как на проектирование, так и на изготовление оснастки, составляющие до 85 % от общих затрат на производство деталей из пластмасс. На основании материалов, взятых из заводской практики, построен ряд графиков, характеризующих затраты на проектирование пресс-форм и изготовление деталей при единичной и групповой обработке. На рис. 1, а графически изображены средние затраты в процентах на проектирование и изготовление специальных пресс-форм и групповой пресс-формы со сменными формовкла-дышами в зависимости от количества наименований деталей в группе. За 100% приняты затраты на проектирование и изготовление оснастки для 13 различных изделий. Из графика видно, что применение группового метода с использованием группового блока снижает себестоимость изготовления оснастки примерно на 60%. Для полного сопоставления и определения экономической целесообразности применения группового метода при изготовлении малых партий деталей различными методами целесообразно строить графики сравнительной себестоимости изделий одной из групп, получаемых механической обработкой, прессованием в специальную и групповую пресс-формы. На рис. 1, б приведен такой график, из которого видно, что получение изделия методом прессования в специальную пресс-форму экономически целесообразно лишь при партии 800—850 шт. в год и более, тогда как групповые блоки со сменными формовкладышами целесообразно применять при выпуске 300 шт. в год. Следует иметь в виду, что применяемая оснастка обычно бывает многогнездной, поэтому необходимо кроме выбора конструкции блока установить его габаритные размеры, зависящие от размеров прессуемой детали и назначенного числа гнезд в формовкладыше. Расчет оптимального числа гнезд формовкладыша следует производить с учетом технических (возможности оборудования) и экономических (минимальная себестоимость детали) факторов. Расчетное число гнезд округляется до целого числа. Реклама:Читать далее:Обработка давлением — древний способСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|