|
|
Категория:
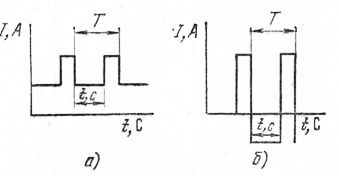
Наплавка Особенность питания дуги при импульсно-дуговой сварке заключается в том, что кроме сварочного тока постоянной величины в дугу подаются кратковременные импульсы тока (рис. 1).Как видно из рисунка, оба источника питания включены параллельно, причем источник питания Св, имеющий пологопадающую характеристику, подает ток непрерывно, а генератор импульсов ГИ— кратковременно, при замыкании Цепи конденсатора С контактором 2. Когда контактор 2 размыкается, замыкается контактор 1 и конденсатор С заряжается от выпрямителя В через сопротивле ние R. I Источник питания Св защищен от попадания импульса индукционной катушкой L.
Рис. 1. Схема сварки с прямоугольными импульсами различной амплитуды и длительности:
а — на постоянном токе, б — на переменном токе
Генератор импульсов ГИД-1 питается от сети напряжением 380 В; он имеет пределы регулирования амплитуды импульсов 450— 1200 В и частоту 50 и 100 имп/с. Использование генераторов импульсов при сварке алюминиевых сплавов в среде защитных газов обеспечивает хорошее формирование шва, возможность сварки во всех пространственных положениях, повышение механических свойств сварных соединений и снижение деформаций. Реклама:Читать далее:Источники питания плазменной дугиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|