|
|
Категория:
Столярные работы Для механизированного строгания применяется ручной механизированный инструмент, а также станки. К ручному механизированному инструменту относятся электро- и пневморубанки всех видов. Рабочим валом электрорубанка служит вал электродвигателя. Строгание древесины электрорубанком осуществляется при помощи кругового движения двух или четырех ножей длиной от 60 до 100 мм с односторонней заточкой, укрепленных на вращающемся ножевом валу.
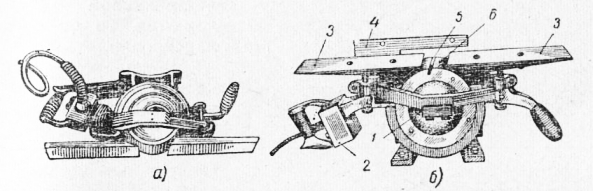
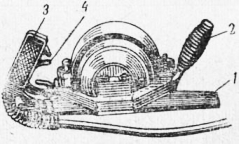
Рис. 1. Электрорубанок И-24:
Рис. 2. Электрорубанок И-25: Наиболее распространенными являются электрорубанки И-24 с двумя ножами и И-25 с четырьмя ножами. Электрорубанок И-24 снимает стружку толщиной до 2 мм. Вес рубанка 15 кг, мощность электродвигателя 0,4 кет, ширина строгания 100 мм. Электрорубанок И-25 снимает слой древесины толщиной не более 1,5 мм. Толщина слоя древесины, снимаемого электрорубанками, зависит от ее породы: у древесины мягкой породы До 2 мм, у твердой не более 0,5—1 мм. Опорная панель электрорубанка состоит из двух плоскостей, которые можно опускать и поднимать при помощи регулирующих винтов, что дает возможность заранее устанавливать толщину снимаемого слоя. Между двумя частями опорной панели находится ножевой вал, на котором насажены выступающие из плоскости панели строгальные ножи. Ножи должны быть прочно закреплены на рабочем валу и иметь одинаковые размеры и вес. Рабочий вал с ножами должен быть отбалансирован. Для проверки инструмент отключают от токопроводящей сети и медленно поворачивают вал рукой. Делают это несколько раз подряд. Если вал с ножами каждый раз остается неподвижным в приданном ему положении, то он отбалансирован. На корпусе рубанка находятся две рукоятки, при помощи которых держат рубанок во время работы. Пуск и остановку электродвигателя производят выключателем, находящимся в коробке у задней рукоятки. До начала работы надо проверить, хорошо ли заточены ножи электрорубанка, установлены ли они с одинаковым выпуском и не выступают ли за плоскость задней панели. Убедившись в исправном состоянии ножей, необходимо включить электродвигатель без нагрузки. Если других неисправностей не обнаружено, можно приступать к работе. Заднюю плоскость панели электрорубанка по ходу движения его устанавливают на одном уровне с режущей кромкой ножа, а переднюю поднимают на заданную глубину строгания (1—2 мм) и устанавливают на край обрабатываемой доски так, чтобы ножи не касались ее. Включив электродвигатель, рубанок двигают вперед по обрабатываемой поверхности. Подача рубанка должна быть равномерной. Нажимать на его рукоятки почти не требуется, так как для строгания достаточно веса самого инструмента. Небольшой упор должен быть сосредоточен на задней рукоятке.
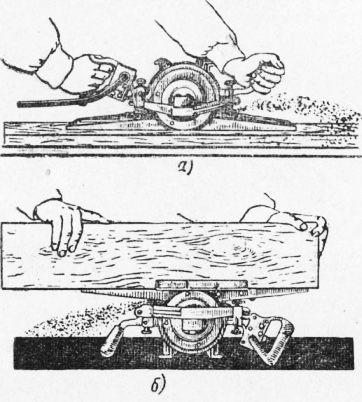
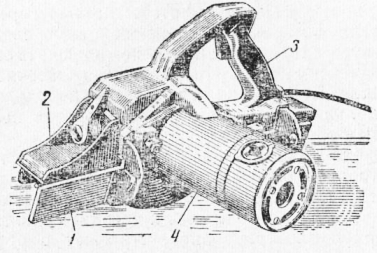
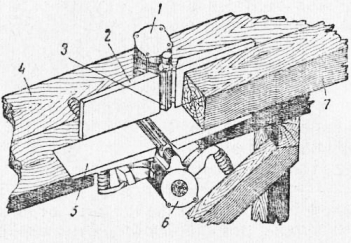
Рис. 3. Строгание электрорубанком: Нельзя устанавливать невключенный электрорубанок на обрабатываемую деталь, так как при включении в электросеть получается рывок ножей по древесине и рубанок может испортиться. Электрорубанок рассчитан на повторно-кратковременный режим работы. Поэтому, чтобы не перегорела обмотка электродвигателя, во время работы необходимо следить за нагреванием корпуса электрорубанка и не допускать его перегрева. Скорость движения электрорубанка по древесине мягких пород не превышает 5—7 м/мин, а твердых — 2—3 м/мин. Чистота строгания тем лучше, чем выше число оборотов ножевого вала в минуту и чем больше на валу ножей. После прохода по всей длине обрабатываемой детали (доски, бруска) электрорубанок выключают, возвращаются с ним обратно и, если требуется, делают вторичный проход. Вторичный проход можно начать, не возвращаясь к исходному положению, для этого, перевернув электрорубанок, строгают в обратном направлении. Так повторяют до полной обработки поверхности древесины. Электрорубанок И-24 можно прикрепить к верстаку и применять как постоянный (стационарный) инструмент, если вес обрабатываемой детали не превышает веса электрорубанка. Для этого в верхней части корпуса имеются четыре опорные лапки, посредством которых электрорубанок прикрепляют шурупами или болтами к верстаку. Обрабатываемую деталь подают по панелям электрорубанка навстречу вращающимся ножам. Нажим на деталь должен быть равномерным. Строгаемый материал следует держать так, чтобы руки были расположены над панелями рубанка, а не над ножевой щелью. При строгании длинных деталей (планок, брусков), чтобы избежать прогибания их во время обработки, необходимо ставить дополнительные оцоры. При строгании коротких деталей для нажима и подталкивания их надо пользоваться специальными колодками. Электрорубанок ЭИ-3 предназначен для строгания деревянных брусьев и изделий с шириной обрабатываемой поверхности до 60 мм, а также для выборки четвертей глубиной до 15 мм и шириной 60 мм. Глубина строгания 0,75 мм, скорость резания 25 м/сек, скорость подачи 12 м/мин, вес рубанка 4 кг. Он приводится в действие от однофазного коллекторного электродвиателя, смонтированного в алюминиевом корпусе с ручкой. На удлиненном валу электродвигателя закреплена Цилиндрическая фреза диаметром 40 мм. Рубанок имеет опорную панель, направляющую и ограничительную планки. Один из них (нижний) уетанавливают в гнездо, сделанное в доске верстака, панель этого рубанка находится в одной плоскости с досками верстака. Другой рубанок устанавливают под требуемым углом по отношению к первому и закрепляют корпусом в гнезде, сделанном в доске верстака.
Рис. 4. Электрорубанок ЭИ-3: Для заточки ножей электрорубанка пользуются электроточильными универсальными приборами И-26, И-121 или прибором И-138А и заточным настольным станком С-457
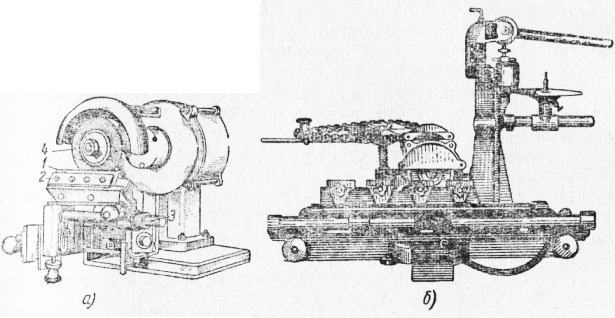
Рис. 5. Спаренные электрорубанки, установленные на верстаке: Заточка производится абразивным кругом, закрепленным непосредственно на оси электродвигателя. Затачиваемый нож вставляют в зажимное приспособление и закрепляют прочно винтами. Затем зажимное приспособление насаживают на палец суппорта и устанавливают так, чтобы угол заточки ножа был равен 45—50°. Суппорт устанавливают под углом 90° к рабочему валу точила. Затачивают нож плоской стороной точильного диска, передвигая зажимное приспособление вдоль пальца суппорта.
Рис. 6. Заточка ножа электрорубанка На точильном электростанке И-121 наибольшая длина затачиваемых строгальных ножей 325 мм, диаметр затачиваемых дисковых пил 125 мм, ширина затачиваемых долбежных цепей 6 мм, мощность электродвигателя 0,3 кет, число оборотов в минуту 2640, напряжение 220 в, вес 43,3 кг. На заточном станке С-457 наибольшая длина затачиваемых строгальных ножей 325 мм, диаметр затачиваемых дисковых пил 250 мм, ширина затачиваемых долбежных цепей 20 мм, мощность электродвигателя 0,18 кет, число оборотов в минуту 2700, напряжение 220 в, вес 42 кг. Реклама:Читать далее:Общие сведения о строгальных станках и применяемом на них инструментеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|