|
|
Категория:
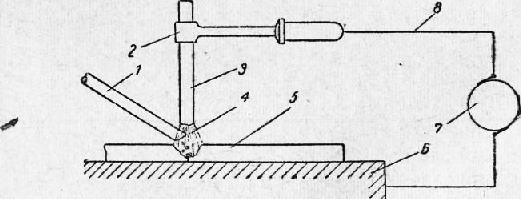
Сварка различных металлов Способ Бенардоса. На рис. 1 приведена схема сварки по способу Бенардоса. Электрическая дуга возбуждается между свариваемой деталью и графитовым электродом. Электрод закрепляется в держателе, который гибким кабелем присоединяется к одному из полюсов источника тока, как правило, к катоду (отрицательному полюсу). Свариваемая деталь помещается на металлической плйте, соединенной со вторым полюсом источника тока. Зажигание дуги производят кратковременным соприкосновением электрода со свариваемой деталью и последующим их разъединением. Установившаяся электрическая дуга поддерживается при неизменном расстоянии между основным металлом и электродом. Это расстояние определяет длину дуги и приблизительно равно диаметру электрода. Дуга, имеющая температуру свыше 5000°, расплавляет кромки свариваемых частей, и металл кромок сливается в общую ванночку. При передвижении дуги вдоль свариваемых кромок нагреваются и плавятся новые частицы металла, ванночка перемещается, а остающийся позади металл затвердевает, остывает и образует шов, соединяющий свариваемые части в одно целое. Часто ванночка пополняется за счет присадочного металла, вносимого в пламя дуги в виде круглых прутков. Иногда присадочный металл укладывают в разделку шва заранее.
Рис. 1. Схема сварки по способу Бенардоса
Сварка по способу Бенардоса имеет ограниченное применение в промышленности. Она используется для получения бортовых соединений тонкостенных стальных деталей, где не требуется присадочный металл для цветных металлов и чугуна, а также для наплавки порошкообразных твердых сплавов. При этом способе сварки обычно применяют постоянный ток, причем в целях обеспечения устойчивой дуги и меньшего расхода электродов, а также для лучшего прогрева детали при сварке пользуются прямой полярностью: деталь делают анодом (+), а электрод — катодом (—).
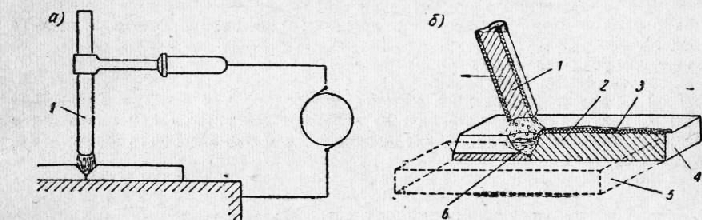
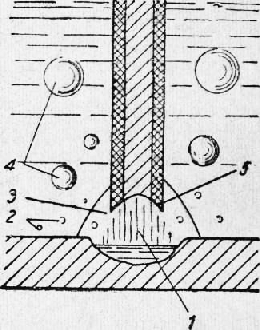
Рис. 2. Схема сварки по способу Славянова (я); сварка покрытым электродом (б):
1 — электрод; 2 — направленный металл; 3 — корка затвердевшего шлака; 4 н£ — свариваемые части; 6 — ванночка жидкого металла
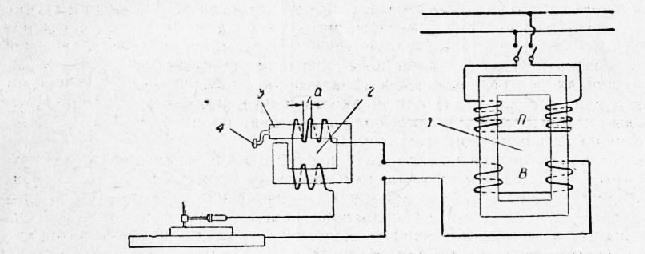
Способ Славянова. По способу Славянова (рис. 2, а) применяется металлический электрод 1 в виде проволоки. Дуга, возбуждаемая между электродом и основным металлом, плавит как основной металл, так и электрод, причем образуется общая ванночка, где перемешивается весь расплавленный металл. Таким образом, электрод здесь является одновременно и присадочным металлом. Электродная проволока выпускается диаметром от 1 до 10 мм. Для сварки стали чаще всего применяют мягкую стальную проволоку, содержащую 0,1—0,18% углерода. Для сварки легированной стали применяют проволоку из стали марок Св-ЮГС, Св-ЮГСМ, Св-20ХГСА, Св-15М и др. При ручной дуговой сварке по способу Славянова пользуются почти исключительно покрытыми электродами (рис. 2, б), поверхность которых обмазана специальным составом. Покрытия электродов бывают тонкие (ионизирующие) и толстые (качественные). Тонкие покрытия наносятся для повышения устойчивости горения электрической дуги; они обычно состоят из мела с жидким стеклом. Находящиеся в составе мела соединения кальция легко ионизируются (выделяются в виде электропроводных частиц) и, заполняя газовый промежуток дуги, облегчают ее горение. Вес ионизирующего покрытия составляет 1—2% от веса электрода, а толщина слоя обмазки колеблется в пределах 0,1—0,25 мм. Толстые (качественные) покрытия должны не только обеспечивать устойчивость дуги, но удовлетворять также ряду других требований. Составы обмазок для толстых покрытий подбираются так, чтобы вокруг дуги создавалась газовая защитная атмосфера, чтобы изолировать металл электрода, стекающий вдуге, и металл ванночки от окисления и растворения в нем газов (например, азота). По мере плавления электродов обмазка переходит в шлак, равномерно покрывающий шов. Шлак защищает металл от окисления и поглощения азота, кроме того, он замедляет охлаждение металла, что способствует более полному выделению растворенных газов и повышению плотности шва. В случае необходимости легирования шва металла в состав обмазки вводят ферросплавы, содержащие нужные легирующие элементы. Таким образом, в состав толстых покрытий входят ионизирующие (например, мел), газообразующие (например, мука), шлакообразующие (полевой шпат) материалы, а также раскислители (например, ферромарганец) и легирующие вещества. Вес качественного покрытия составляет 20—35% от веса электрода, а толщина слоя обмазки колеблется в пределах 0,25—0,35 d, где d — диаметр электрода. Электроды без обмазки, в отличие от покрытых электродов, называют голыми. При сварке голыми электродами металл шва не защищен от воздействия газов, поэтому он содержит увеличенное количество кислорода и азота, а вследствие быстрого застывания из металла шва не успевают выделяться неметаллические включения и газовые пузыри. Такие швы обладают пониженными качествами. Во всех случаях когда шов должен удовлетворять повышенным требованиям (большие нагрузки, давление газа или жидкости и пр.), применяют толстопокрытые электроды, которые обеспечивают получение шва, по прочности и пластичности не уступающего основному металлу. Типичными пороками швов являются: непровар — местное отсутствие сплавления между наваренным и основным металлом; пористость металла швов; шлаковые включения и трещины; пережог — окисление металла шва и прилегающего к нему основного металла (появление пленок окиси по границам зерен). Эти пороки вызываются неправильной технологией сварки, применением несоответствующих электродов и другими причинами. В зоне шва структура металла и его механические свойства изменены вследствие на-грева при сварке и последующего охлаждения, поэтому в сварном шве имеются остаточные напряжения. Для устранения напряжений и выравнивания структуры производят отжиг сварных деталей. Аппаратура для сварки. Для горения электрической дуги необходимо напряжение 18—25 в — при металлическом электроде (напряжение холостого хода 55—65 в) и 35—40 в — при угольном электроде (напряжение холостого хода 60—80 в). В момент возбуждения дуги электрод касается изделия (короткое замыкание), сила тока растет, а напряжение падает почти до нуля; при удлинении дуги напряжение увеличивается. Дуговую сварку можно вести на постоянном или на переменном токе. Дуга на постоянном токе горит устойчивее, но расход электроэнергии и стоимость сварки выше, чем при применении переменного тока. Для питания дуги постоянным током применяют генераторы; для сварки переменным током используют сетевой ток стандартного напряжения (127, 220, 380, 500 в), который пропускают через сварочный аппарат, состоящий из понижающего трансформатора и регулятора тока. Сварочные аппараты и генераторы делятся на однопостовые — для питания одной дуги и многопостовые — для питания нескольких дуг. Многопостовая сварочная аппаратура применяется в больших сварочных цехах. На рис. 3 приведена схема включения сварочного аппарата переменного тока типа СТЭ завода «Электрик». Первичная обмотка П трансформатора подключается к сети; к вторичной обмотке В низкого напряжения (55—65 в) подключается регулятор тока (реактор), регулирующий ток в сварочной цепи. Ток регулируется путем изменения индуктивного сопротивления реактора. Часть сердечника может перемещаться с помощью винта при вращении рукоятки при этом будут изменяться воздушный зазор а и, следовательно, индуктивность обмотки реактора. При увеличении зазора магнитное сопротивление сердечника возрастает, индуктивность обмотки реактора уменьшается и сварочный ток увеличивается; при уменьшении зазора сварочный ток уменьшается. Сварочные генераторы постоянного тока приводятся в действие электродвигателем или двигателем внутреннего сгорания. Они должны выдерживать большие токи (до 300 а и более), которые возникают при возбуждении дуги.
Рис. 3. Схема включения сварочного аппарата типа СТЭ
Для защиты глаз и лица сварщика от действия лучей дуги применяют щитки и шлемы с темными стеклами. Дуговая сварка в атмосфере защитного газа. В современной промышленной практике применяется сварка электрической дугой в атмосфере защитного газа. Сущность этого способа сварки сводится к тому, что в зону дуги подводится защитный газ, вследствие чего дуга горит не в атмосфере воздуха, а в атмосфере газа (обычно водорода или аргона), защищающего расплавленный металл от окисления и поглощения азота из воздуха. Атомно-водородная сварка производится независимой (горящей между двумя электродами независимо от наличия свариваемого предмета) дугой, возбуждаемой между вольфрамовыми электродами; в зону горения дуги подается водород (Нг), диссоциирующий по реакции Н2 —»2Нс поглощением большого количества теплоты. Соприкасаясь с металлом, атомарный водород переходит в молекулярное состояние (2Н—Н2),.выделяет при этом ранее поглощенное тепло дуги, которое используется для сварки. Атомно-водородная сварка применяется при изготовлении особо ответственных тонкостенных конструкций из высокоуглеродистой и легированной стали и из алюминиевых сплавов. Аргонно-дуговая сварка производится зависимой дугой, т. е. горящей между голым электродом и свариваемым предметом в атмосфере аргона, не участвующего в химических реакциях, а служащего лишь газовой защитой, препятствующей проникновению азота и кислорода в зону электрической дуги. Аргонно-дуговая сварка используется для соединения деталей из магниевых, алюминиевых сплавов, нержавеющей стали, меди и других металлов и сплавов. Более дешевым газом, применяемым для этой же цели, является углекислый газ. Сварка в атмосфере углекислого газа обычно применяется для исправления пороков отливок из углеродистой и легированной стали. Аргонно-дуговая сварка и сварка в атмосфере углекислого газа чаще всего производятся с автоматической подачей сварочной проволоки. Автоматизация электродуговой сварки. При ручной сварке сварщик должен поддерживать дугу, подавать электрод в зону дуги по мере его расходования и передвигать дугу вдоль шва. Механизация этих основных операций сварки позволяет осуществлять полуавтоматическую и автоматическую сварку.
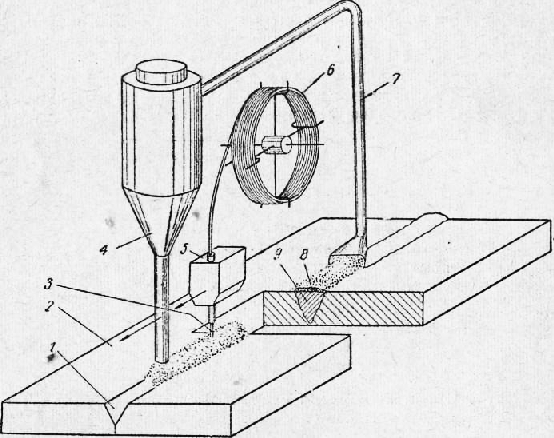
Рис. 4. Схема автоматической сварки под слоем флюса
Незадолго до Великой Отечественной войны в СССР был разработан и внедрен в производство способ скоростной электродуговой сварки под слоем флюса, предложенный акад. Е. О. Патоном. Сущность способа автоматической электродуговой сварки состоит в следующем. Сварочная головка (рис. 4) подает в зону дуги электродную проволоку из магазина. Для питания дуги, образующейся между основным металлом и электродной проволокой, можно применять переменный или постоянный ток. В заводских условиях обычно пользуются переменным током; сварка на постоянном токе применяется в полевых условиях, где для привода сварочного генератора постоянного тока используется двигатель внутреннего сгорания. По мере образе-вания шва головка (а с ней и дуга) автоматически перемещается вдоль разделки. Вместе с головкой перемещается бункер, из которого в разделку шва перед дугой засыпается гранулированный (сыпучий) флюс. Таким образом, сварка протекает под слоем флюса, защищающего навариваемый металл от воздуха. Часть флюса расплавляется от соприкосновения с дугой и при остывании образует корку, покрывающую шов и замедляющую охлаждение металла. Сыпучий флюс, оставшийся поверх корки, засасывается в бункер через сопло и шланг. Скоростная автоматическая сварка по способу Е. О. Патона имеет следующие преимущества: К недостаткам этого способа относится невозможность производства «потолочной» сварки (сварки над электродом); кроме того, он применим лишь при поточном производстве однотипных деталей. Электродуговая резка. При электродуговой резке металлов заготовка разделяется на части расплавлением в зоне реза, а не вследствие сгорания металла, поэтому электродуговая резка применима как для стали, так и для чугуна и цветных металлов. Дуговая резка может осуществляться графитовым или угольным электродом. Резка графитовым электродом дает лучшую чистоту реза. Резка металлическим электродом менее экономична, так как для этого могут применяться только электроды с толстой обмазкой, необходимой для обильного шлакообразования. Электродуговая резка не дает гладкой поверхности реза и поэтому применяется в основном для разделки лома, отделения прибылей и литников у отливок из высоколегированной стали, не поддающейся газовой резке, и т. п.; производительность ее низкая. В последнее время начали применять более производительные методы воздушно-дуговой резки, при которой расплав, ленный металл выдувается струей сжатого воздуха. Подводная электродуговая резка и сварка металлов разработаны действительным членом Академии наук Украинской ССР К. К. Хреновым.
Рис. 5. Схема горения электрической дуги под водой:
Для работы под водой (рис. 5) применяют обмазку, плавящуюся несколько медленнее электродной проволоки, в результате чего на конце электрода образуется чашеобразный козырек. Окружающая дугу вода под действием теплоты испаряется и разлагается с образованием газового пузыря, в котором дуга горит почти так же спокойно и устойчиво, как на воздухе. Избыточные газы поднимаются на поверхность воды; газовый пузырь непрерывно возобновляется за счет испарения и разложения окружающей воды. Реклама:Читать далее:Электроконтактная и электрошлаковая сваркаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|