|
|
Категория:
Машиноведение Далее: Газовая сварка и резка В электроконтактной сварке для нагревания свариваемых изделий используют теплоту, выделяющуюся в точке наибольшего сопротивления электрической цепи. Существуют три вида контактной сварки: стыковая, точечная и шовная. При стыковой сварке к свариваемым деталям подводят ток напряжением 1—3 в от понижающего трансформатора.
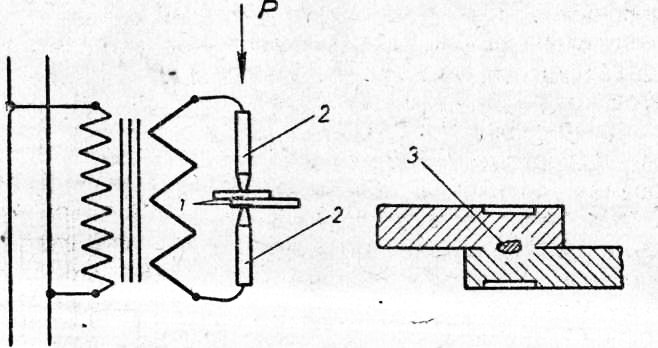
Рис. 1. Схема точечной сварки: Детали сближают до соприкосновения. Через несколько секунд температура в месте стыка достигает температуры плавления металла (сварочного жара) и тогда, выключив ток, детали сдавливают друг с другом. При точечной сварке соединяемые части деталей зажимаются между электродами, к которым подведен ток напряжением 2—10 в. Место контакта свариваемых частей вследствие большого сопротивления нагревается до температуры сварки, и под действием силы сжатия (Р) детали свариваются в точке. Электроды изготовляются из медного сплава с большим поперечным сечением и благодаря высокой электро- и теплопроводности не привариваются к деталям. В сечении электрода плотность тока при точечной сварке может достигать 500—700 а/л. Аппараты точечной сварки очень высокопроизводительны и дают до 250—2000 точек сварки в час. Крупные детали (например, кузовы автомобилей) свариваются на высокопроизводительных аппаратах во многих точках одновременно. Шовная сварка применяется только для соединения тонких листов (до 1,5—2 мм) из малоуглеродистой и нержавеющей стали, латуни, бронзы и алюминиевых сплавов. Шовная машина подобна аппаратам для точечной сварки, с отличием в том, что ее электроды представляют собой вращающиеся ролики, между которыми пропускаются свариваемые листы. Главное преимущество шовной сварки — образование не только прочного, но и герметичного шва. Реклама:Читать далее:Газовая сварка и резкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|