|
|
Категория:
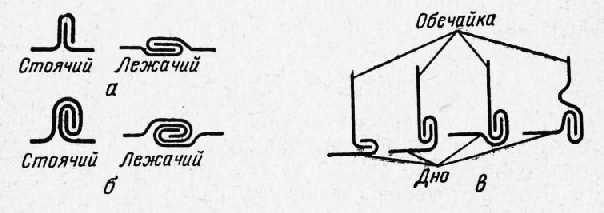
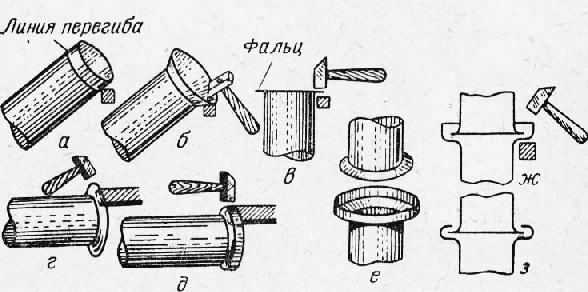
Медницко-жестяницкие работы Далее: Отбортовка Виды фальцевых швов Фальцем называется загиб листового материала с целью его соединения; само соединение (замок) — фальцевой шов. Различные виды фальцев и фальцевых швов показаны на рисунке 8. Фальцевые швы бывают с одинарным и двойным замком. Швы с одинарным замком применяются, когда нет необходимости в герметичности и высокой прочности. Швы с двойным замком обеспечивают высокую прочность и герметичность, т. е. непроницаемость для жидкости и воздуха. В зависимости от своего положения швы делятся на продольные и поперечные. Продольные швы делают с лежачим фальцем, а поперечные — для придания жесткости изделию — со стоячим фальцем. При соединении поперечным швом нескольких частей изделия, имеющих продольные швы, их располагают так, чтобы продольные швы находились на некотором расстоянии друг от друга. Это обеспечивает плотное соединение в поперечных швах.
Рис. 1. Фальцевые швы:
а — с одинарным замком: б — с двойным замком; в — донные швы
Днища к корпусам изделий присоединяют донными фальцевыми швами (рис. 8, е). Замок фальца изготовляют ровным по всей длине; после уплотнения фальцево-го соединения поверхность фальца должна быть гладкой, без бугров и утолщений. Закрепление фальцевых швов заклепками не допускается. Изготовление фальцевых швов
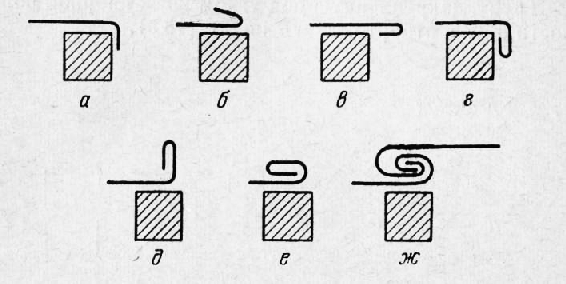
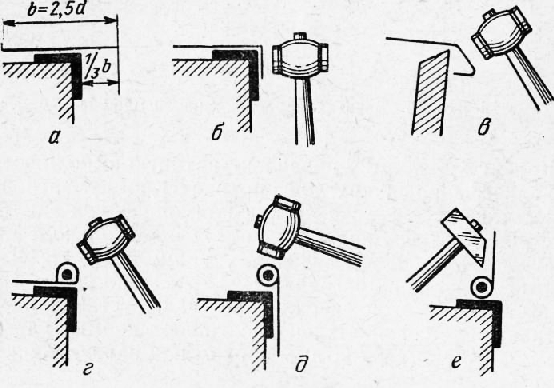
Рис. 2. Последовательность изготовления одинарного лежачего шва:
а — ж — технологические операции
Фальцевые швы изготовляются с помощью ударного и опорного инструментов. Выполнение одинарного лежачего шва (рис. 2) осуществляется в таком порядке: При изготовлении фальцевого соединения на цилиндрических заготовках необходимо, чтобы первый загиб материала на обоих концах листа проводился в разные стороны, иначе замок не соединится. При изготовлении цилиндрического изделия малого диаметра второй перегиб (операции 5—6) не делают. В этом случае проводят операции 1—4, затем прямые фальцы соединяют в замок и шов уплотняют с помощью фальцмейселя. Если фальцмейселя нет, то обжимку осуществляют с помощью полоски этого же материала, свернутой втрое. Полоску располагают по границе шва и резкими ударами молотка одновременно по шву и полоске обжимают шов. Изготовление одинарного стоячего шва достаточно ясно показано на рисунке 3 и дополнительного описания не требует.
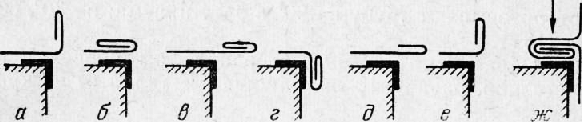
Рис. 3. Последовательность изготовления одинарного стоячего фальцевого шва:
а — д — технологические операции
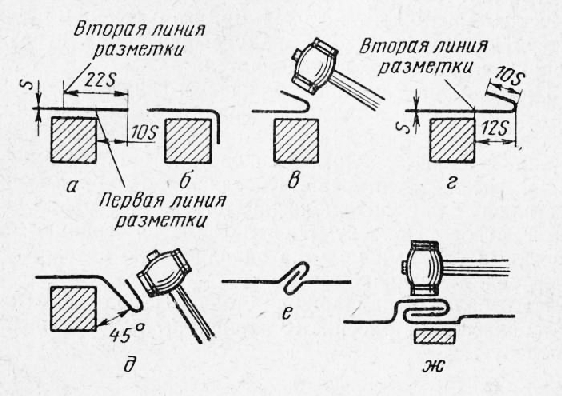
Порядок получения двойного лежачего фальцевого шва (рис. 4) следующий:
Рис. 4. Последовательность изготовления двойного лежачего фальцевого шва:
а — ж — технологические операции
Если фальц находится снаружи изделия, а внутренняя сторона шва должна быть гладкой, шов обрабатывают фальцмейселем или полоской материала, свернутой вчетверо. Изготовление двойного стоячего фальцевого шва показано на рисунке 5.
Рис. 5. Последовательность изготовления двойного стоячего фальцевого шва:
а — ж — технологические операции
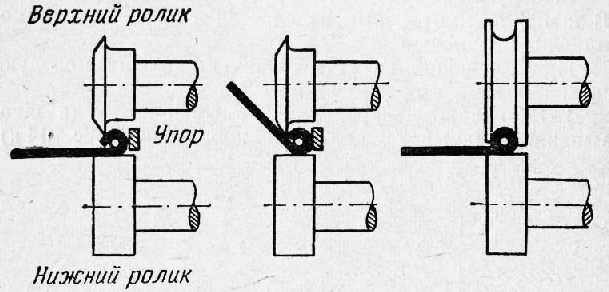
Стоячий фальцевой шов на цилиндрических изделиях получают с помощью металлического бруса и молотка с квадратным бойком, в следующей последовательности (рис. 6):
Рис. 6. Последовательность изготовления стоячего фальце-вого шва на цилиндрических изделиях:
о — з — технологические операции
Для получения лежачего кольцевого шва трубу помещают на полукруглую оправку и ударами киянки заваливают шов. Если при этом шов начинает расходиться, то обжимают его с помощью поддержки, ударяя носком молотка. Закатка проволоки Закатка проволоки необходима для увеличения жесткости краев изделия и исполняется тем же инструментом, что и фальцовка. Закатывают проволоку вручную и на зигмашине. В зависимости от формы изделия закатка бывает прямолинейная и кольцевая. Прямолинейная закатка вручную проводится следующим образом:
Рис. 7. Закатка проволоки вручную:
а — е — технологические операции
Процесс закатывания проволоки на зигмашине показан на рисунке 8.
Рис. 8. Закатка проволоки на зигмашине
Кольцевую закатку проволоки вручную выполняют на металлической полукруглой оправке. Кромку загибают на заготовке так же, как и при прямолинейной закатке. Затем на заготовку надевают проволочное кольцо и в нескольких местах закрепляют его ударами металлического молотка и киянкой пригибают всю кромку до упора. После выполнения этой операции цилиндр устанавливают вертикально и окончательно подгибают кромку слесарным молотком с квадратным бойком или наводильником. Реклама:Читать далее:ОтбортовкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|