|
|
Категория:
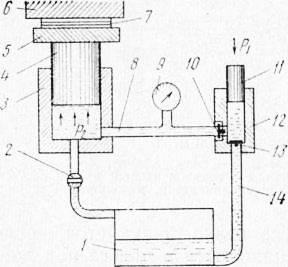
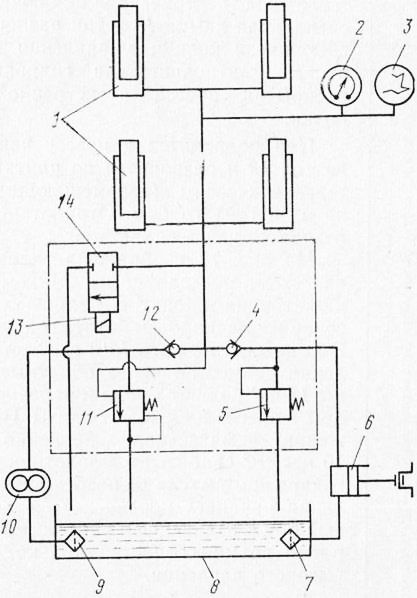
Фанеровальные работы Принцип действия гидравлического пресса основан на законе Паскаля, согласно которому давление, производимое на жидкость, заключенную в замкнутом сосуде, передается ею во все стороны равномерно. В гидравлических прессах энергия от привода к рабочему органу обычно передается маслом. Под действием силы Р\, приложенной к поршню насоса, последний получает движение и оказывает давление на находящуюся под ним жидкость. Это давление передается на плунжер рабочего цилиндра с силой Р2, которая воздействует на подвижную плиту, вызывая ее перемещение до момента соприкосновения прессуемого тела с неподвижной плитой. После этого начинается процесс прессования.
Рис. 1. Принципиальная схема работы гидравлического пресса:
1 — бак для жидкости, 2 — кран, 3 — рабочий цилиндр. 4 — плунжер рабочего цилиндра, 5 — подвижная плита, 6 — неподвижная плита, 7 — фанеруемая заготовка, 8 — соединительная труба, 9 — манометр, 10 — нагнетательный клапан, 11 — поршень насоса, 12 — цилиндр насоса, 13 — всасывающий клапан, 14 — всасывающая труба
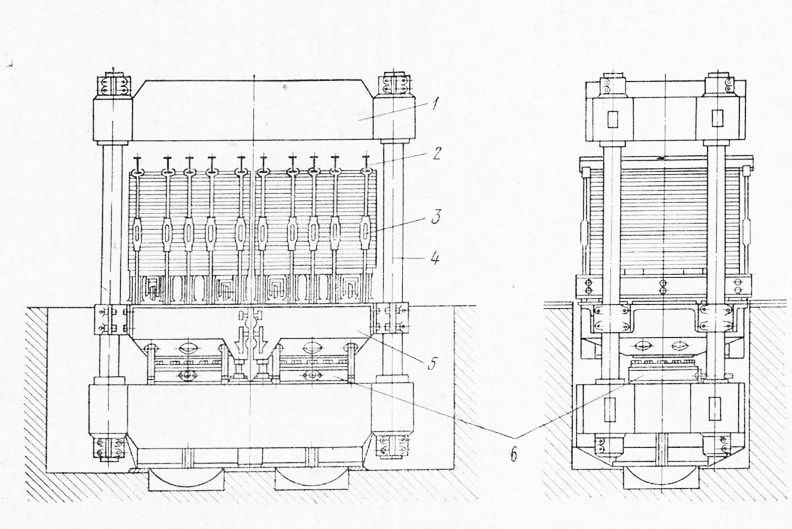
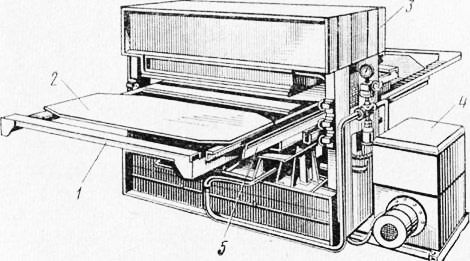
Допустим, что площадь поршня насоса равна 1 см2 и что на поршень действует сила 200 кгс, создающая при этом давление на жидкость в цилиндре насоса, равное 200 кгс/см2. Следовательно, стенки трубы и рабочего цилиндра будут находиться под давлением жидкости, равным 200 кгс/см2. Это же давление действует на каждый квадратный сантиметр площади плунжера в рабочем цилиндре. Рабочее давление пресса зависит от площади сечения плунжера рабочего цилиндра. Если она равна, например, 500 см2, то номинальное усилие пресса составит: 500 см2Х200 кгс/см2= 100 000 кгс. За один рабочий ход поршня из цилиндра в цилиндр вытеснится небольшой объем жидкости, равный объему погруженной части поршня. Так как жидкость несжимаема, то объем погруженной части плунжера в цилиндре уменьшится на объем жидкости, вытесненной из цилиндра, и плунжер выдвинется из цилиндра. При обратном ходе поршня нагнетательный клапан закроется, а всасывающий клапан откроется н по трубе из бака поступит новая порция жидкости, которая заполнит цилиндр. При каждом последующем опускании поршня плунжер будет подниматься; чтобы опустить его, надо открыть кран и спустить жидкость из цилиндра в бак. У каждого пресса имеется манометр, показывающий удельное давление жидкости (в килограммах на один квадратный сантиметр) в гидравлической системе. Гидравлические прессы, применяемые для фанерования, подразделяются на прессы одно- и многоэтажного исполнения с холодными и обогреваемыми плитами. Одноэтажный гидравлический пресс с холодными плитами показан на рис. 2. Пресс имеет неподвижную верхнюю плиту, закрепленную на четырех массивных колоннах, и подвижную нижнюю плиту, поднимаемую давлением плунжеров двух рабочих цилиндров, расположенных под основанием пресса. Для удобства загрузки пачки пакетов в пресс и выгрузки из него На стойках, проходящих через нижнюю плиту, установлены роликовые шины, которые утапливаются при подъеме нижней плиты.
Рис. 2. Одноэтажный гидравлический пресс с холодными плитами:
1 — верхняя подвижная плита, 2 — балочки, 3 — стяжки, 4 — колонны, 5 — нижняя подвижная плита, 6 — рабочие цилиндры
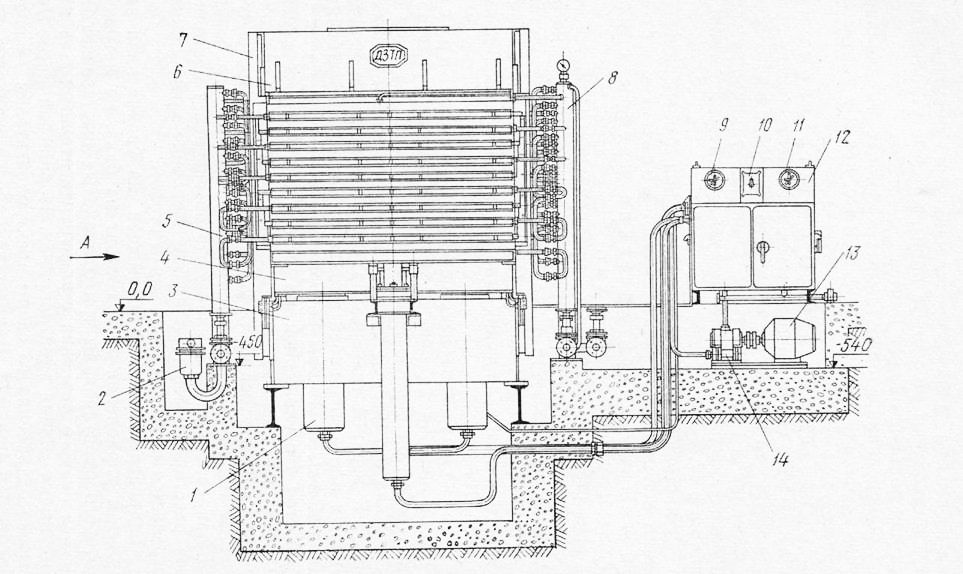
Фанерование в одноэтажных холодных гидравлических прессах осуществляют так же, как и в винтовых прессах. Одноэтажные прессы с обогреваемыми плитами стали применяться в отечественной промышленности в качестве основного фанеровального оборудования в последние годы. В настоящее время для выполнения фанеровальных работ используют главным образом восьми- и десятиэтажные гидравлические прессы с паровым обогревом плит. На столярно-мебельных предприятиях Советского Союза наибольшее распространение получили многоэтажные прессы П713-А отечественного производства и FSP-8 фирмы «Михома» (ГДР). Десятиэтажный гидравлический пресс П713-А показан на рис. 3. Станина пресса представляет собой разборную рамную конструкцию. Верхняя и нижняя траверсы соединены между собой стойкими. К верхней траверсе прикреплена винтами неподвижная плита, в нижней вмонтированы четыре рабочих цилиндра, плунжеры которых несут на себе подвижный стол с уложенной на него нижней прессующей плитой. Для периодического выпуска воздуха из цилиндра в их верхней части установлен клапан. Промежуточные плиты опираются на ступенчатые гребенки, закрепленные на станине, что обеспечивает постоянное расстояние между плитами. Давление прессования передается на плиты подвижным столом. Гидроагрегат пресса размещен на уровне пола за пультом управления и состоит из бака, на крышке которого смонтированы три одинаковых шестеренчатых насоса низкого давления с электродвигателями. Два из них имеют общий электропривод. Поршневой насос высокого давления со своим электродвигателем расположен в приямке. В качестве рабочей жидкости использовано минеральное масло. Объем бака 500 л.
Рис. 3. Десятиэтажный гидравлический пресс П713-А:
1—рабочие цилиндры, 2 — конденсатоотводчик, 3 — нижняя траверса, 4 — подвижный стол, 5 — коллектор отработанного пара, 6 — верхняя траверса, 7 -— стойки, 8 — коллектор свежего пара, 9 —термометр. 10 — реле времени, —манометр, 12 — пульт управления, 13 — электродвигатель насоса высокого давления, 14 — насос высокого давления, 15 — гидроцилиндр разгрузочного стола, 16 — разгрузочный стол, 17 — промежуточные плиты, 18 — опорные гребенки плит, 19 — шарнирные пароподводящие трубы, 20 — загрузочный стол, 21 — гидроцилиндр загрузочного стола
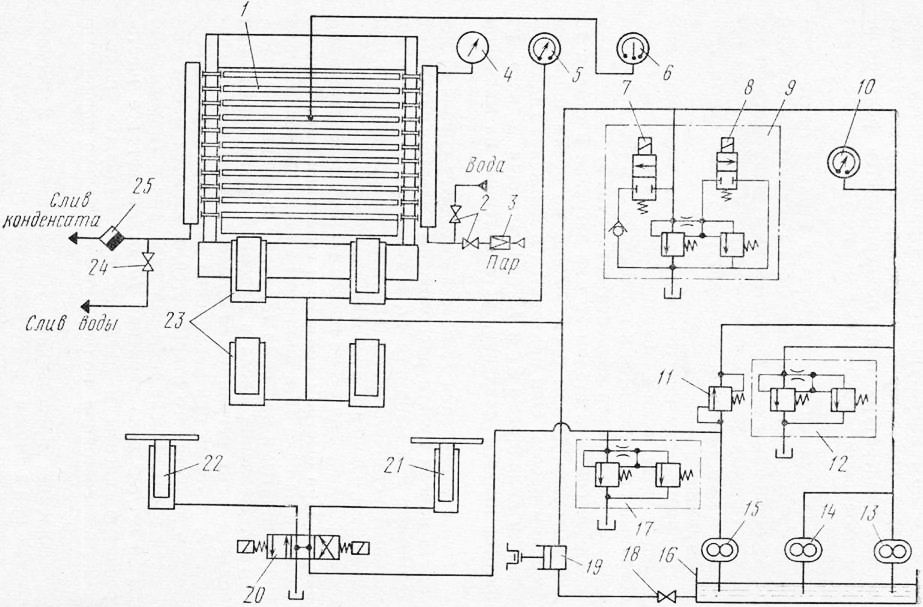
Плиты Пресса обогреваются падом под давлением 6 кгс/см2 до температуры 160 °С. Пар подводится к плитам через коллектор и шарнирные трубы. Заданная температура плит поддерживается редукционным клапаном, сохраняющим постоянное давление пара. Для измерения температуры в верхней плите установлен термобаллон, соединенный капиллярной трубкой с дистанционным электроконтактным термометром. Во всех остальных плитах предусмотрены каналы для периодического контроля температуры техническими термометрами. В паропроводе имеется вентиль для присоединения к водопроводу, если необходимо охладить плиты. Отработанный пар отводится к коллектору, в нижней части которого установлен конденсатоотводчик. Пресс снабжен столом для загрузки и столом для выгрузки. Столы расположены по обеим широким сторонам пресса. Они приводятся в движение гидравлическими цилиндрами при помощи одного из насосов низкого давления, установленных на масляном баке. Пульт управления пресса находится справа от него. На панели пульта расположены электроконтактные термометр и манометр, а также реле времени, которым устанавливается время выдержки деталей под давлением, кнопки и рукоятки управления. Гидравлическая схема пресса П713-А изображена на рис. 4. При быстром подъеме и смыкании плит масло подается из бака в цилиндры одновременно тремя шестеренчатыми насосами и поршневым насосом. Давление масла в напорной магистрали при подъеме плит регулируется предохранительным клапаном, который при увеличении давления выше максимально допустимого открывается, и избыток масла сливается в бак. После подъема давления в гидросистеме до 30 кгс/см2 реле давления отключает все шестеренчатые насосы и давление при выдержке плит в зажатом состоянии поддерживается только поршневым насосом. Давление прессования устанавливается и регулируется при помощи электроконтактного манометра.
Рис. 4. Принципиальная гидравлическая схема пресса П713-А:
1 — плиты пресса, 2, 18, 24 — запорные вентили, 3 — паровой редукционный клапан, 4 — паровой манометр, 5 — электроконтактный манометр, 6 — электроконтактный термометр, 7 — электромагнит привода клапана сброса давления, 8 — электромагнит привода клапана слива масла, 9 — распределитель, 10 — реле давления, 11 — напорный золотник, 12, 17 — предохранительные клапаны с переливными золотниками. 13, 14, 15 — шестеренчатые насосы низкого давления, 16 — бак для масла, 19 — поршневой насос высокого давления, 20 — реверсивный золотник с электромагнитным управлением, 21 — гидравлический цилиндр стола загрузки дресса, 22 —цилиндр стола выгрузки, 23 — рабочие цилиндры пресса, 25 — конденсатоотводчик (элементы управления, заключенные в контуры и обведенные штрих-пунктирными линиями, объединены в один аппарат)
размещены в шкафу, пристроенном к правой стойке станины пресса. На шкафу установлен пульт управления, на котором размещены: дистанционный термометр, электроконтактный манометр, самопишущий манометр, реле времени, главный электрический выключатель, сигнальная лампа и три разноцветные светящиеся кнопки управления для пуска электродвигателя гидроагрегата, раскрытия пресса и экстренной остановки. Пар подводится к прессу через коллектор и разводится по плитам по телескопическим (перемещающимся одна в другой) трубам. Отработанный пар отводится через коллектор. При нажатии на кнопку с надписью «Прессование» начинает работать гидроагрегат. Оба насоса: низкого и высокого давления совместно через обратные клапаны подают масло в рабочие цилиндры пресса и смыкают плиты. По достижении в магистрали давления масла 10 кгс/см2 срабатывает золотник, благодаря чему масло из насоса низкого давления начинает перепускаться в масляный бак. Давление в рабочих цилиндрах в это время создается только насосом высокого давления. Величина рабочего давления устанавливается по электроконтактному манометру. Клапан предохраняет трубопровод и насос от перегрузки, спуская излишек масла в бак. Для опускания плит при помоши электромагнита открывается тллапан и масло из рабочих цилиндров перетекает в бак. Плиты могут опускаться автоматически по команде, подаваемой реле времени, или путем нажатия на кнопку «Опускание». При этом электродвигатель привода насосов останавливается. Если необходимо экстренно остановить процесс смыкания или размыкания плит, то нажимают на кнопку «Стоп».
Рис. 5. Принципиальная гидравлическая схема пресса FSP-8 фирмы «Михома»:
1 — рабочие цилиндры, 2— электроконтактный манометр, 3 — самопишущий манометр, 4, 12 — обратные _ клапаны, 5 — предохранительный клапан, 6 — порш-* невой насос высокого давления, 7, 9 — фильтры, S — бак для масла, 10 — шестеренчатый насос низкого давления, 11 — золотник, 13 — электромагнит, 14 — клапан (элементы управления, обведенные штрих-пунктирной линией, объединены в один аппарат — гидрораспределитель)
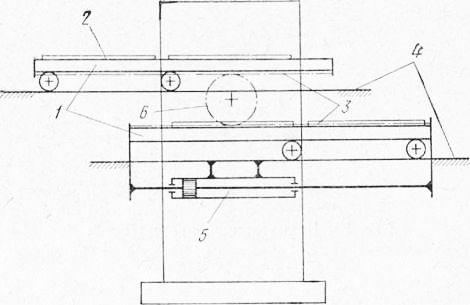
Двухэтажный гидравлический пресс ПГЭ-6, показанный на рис. 6, отличается от других электрическим обогревом плит и оборудован загрузочно-разгрузочным устройством челночного типа.
Рис. 6. Двухэтажный пресс ПГЭ-6:
1 — выдвижная рама, 2 — поддоны, 3 — станина, 4 — гидроагрегат, 5 — направляющие
В пролетах пресса установлены направляющие, по которым перемещаются выдвижные рамы с двумя поддонами. Длина рам равна удвоенной ширине пресса. При перемещении рам один из поддонов каждой рамы выдвигается за пределы пресса. Механизм перемещения рам состоит из гидроцилиндра, прямолинейных отрезков цепей и звездочек. Когда нижняя рама при помощи гидроцилиндра выдвигается в одну сторону, верхняя при помощи цепной передачи перемещается в другую. На выступающие за пределы пресса части выдвижных поддонов укладывают подготовленные к фанерованию пакеты. Затем плиты пресса размыкаются, а поддоны перемещаются один навстречу другому. При этом фанерованные щиты, находящиеся в пролетах пресса, выдвигаются за его пределы, а подлежащие фанерованию пакеты задвигаются в пресс.
Рис. 7. Схема челночного загрузочно-разгрузочного устройства пресса ПГЭ-6:
1 — выдвижные рамы, 2 — поддоны, 3 — приводные цепи, 4 — направляющие, 5 — гидроцилиндр, 6 — цепная звездочка
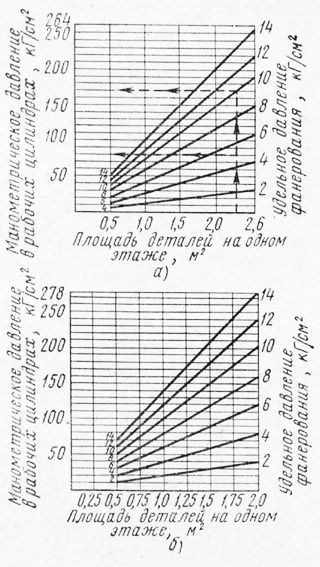
Пользуясь указанными выше формулами, заранее определяют по манометру величины давлений, соответствующие заданной режимом фанерования величине удельного давления для каждой площади фанеруемых деталей, и на основе этих данных составляют графики, которые вывешивают у пресса. На рис. 76 даны графики зависимости манометрического давления в рабочих цилиндрах гидравлических прессов П713-А и FSP-8 фирмы «Михома» от площади деталей на одном этаже при различных значениях удельного давления фанерования. Зная площадь фанеруемых деталей в одном этаже и необходимое давление, определить нужное манометрическое давление пресса несложно.
Рис. 8. Графики зависимости манометрического давления в рабочих цилиндрах гидравлических прессов от площади деталей на одном этаже при различных значениях удельного давления фанерования:
а — для пресса П713-А. б — для пресса FSP-8 фирмы «Михома»
Пример. В прессе П713-А фанеруют щиты, площадь которых в одном этаже составляет 2,3 м2. Фанерование производят клеем К-17. Реклама:Читать далее:Работа на многоэтажном гидравлическом прессе с обогреваемыми плитамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|