|
|
Категория:
Проектирования технологических процессов Далее: Способ охлаждения резца Влияние этого фактора на скорость резания вследствие большого разнообразия в формах и размерах резцов выразить в общем виде невозможно. В настоящее время, главным образом, пользуются резцами с прямой режущей кромкой (с различным, но небольшим радиусом закругления его режущего конца). Резцы Тейлора с кривыми режущими кромками вследствие большой дороговизны их изготовления и нереточки неупотребительны (в особенности в автомобильном производстве). То же надо сказать и в отношении резцов Клопштока и др. Весьма большое значение имеет соблюдение правильных углов граней лезвия резца. Резцы для различной твердости обрабатываемых металлов должны быть, строго говоря, различны (но практически это не всегда делается и часто применяют особые углы лишь для очень твердых металлов: твердая сталь, крепкий чугун и для очень мягких металлов: бронза, алюминий и пр.).
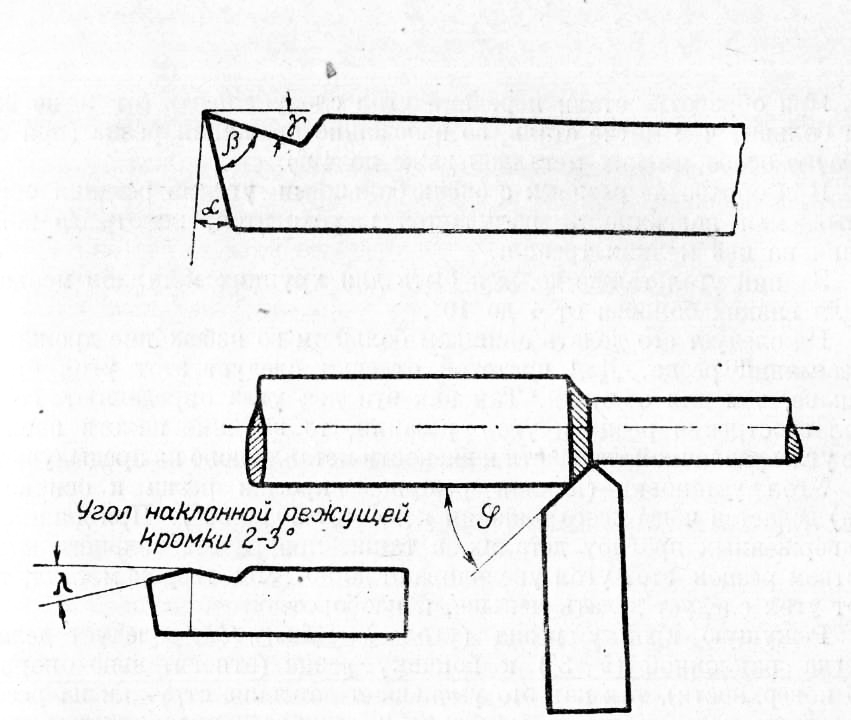
Рис. 1. В отношении углов резца можно привести следующие указания: передний угол должен быть тем меньше (от 10 до 0°), чем тверже и хрупче обрабатываемый материал (так как в этом случае стружка ломается, и притом — близко к лезвию). При обработке стали передний угол следует брать (от 10 до 25°) тем больше, чем мягче сталь, во избежание дрожания резца (при обработке особо мягких металлов даже до 40°). При обработке резцами с очень большими углами резания обрабатываемая поверхность получается шероховатой, вплоть до появления на ней мелких трещин. Задний угол также должен быть для хрупких металлов меньше, а для вязких больше: от 4 до 10°. Не следует его делать слишком большим во избежание дрожания и заедания резца. Для чистовой отделки следует этот угол брать меньше, чем для обдирки. Так как эти два угла определяют собой угол заострения резца и угол резания, то влияние на эти последние углы различной твердости и вязкости металла ясно из предыдущего. Угол установки (наклон режущей кромки резца к оси изделия) делается чаще всего близким к 45° (от 20 до 60°). При длинных, подверженных прогибу деталях, а также при работе большим количеством резцов этот угол увеличивают до 90°. Чем тверже металл, тем этот угол следует делать меньше, и наоборот. Режущую кромку резца следует делать слегка наклонной (2—3°) к кончику резца (относительно опорной его поверхности), так как это уменьшает давление стружки на резец, дает чище поверхность и несколько увеличивает продолжительность работы резца. Для длинных прогибающихся деталей режущую кромку резца следует делать параллельной основанию. Формы резцов могут быть весьма различны в зависимости от цели и условий их применения. Для фасонных и широких резцов следует брать скорость резания на 30—50% меньше, чем для резцов обычной формы, во избежание дрожания резца. Реклама:Читать далее:Способ охлаждения резцаСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|