|
|
Категория:
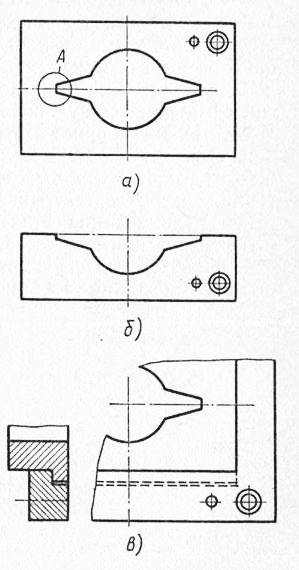
Слесарно-инструментальные работы Формообразующие детали — пуансоны и матрицы — различаются по форме рабочего контура, его размерам и точности, по инструментальному материалу и конструкции. Пуансоны и матрицы могут быть цельными или сборными, крепиться непосредственно к плите штампа или с помощью специальной державки. Пуансон может иметь державочную часть или опорный бурт или не иметь этих элементов. В определенных случаях матрицу и пуансон устанавливают в углубления соответственно нижней и верхней плиты («врезают» их). Перечисленные факторы определяют выбор метода обработки, подбор технологической оснастки и последовательность операции обработки, т. е. определяют технологию изготовления пуансонов и матриц. С другой стороны, конструкция пуансона или матрицы может быть такой, что для их изготовления необходимо вместо прогрессивных высокопроизводительных методов обработки применять менее точную и малопроизводительную слесарную обработку. Такую конструкцию называют нетехнологичной. Таким образом, прогрессивная технология может обусловить изменение конструкции. Следовательно, конструкция и технология взаимно влияют друг на друга. На рис. 1, а показана цельная матрица вырубного штампа, закрепленная с помощью винтов и штифтов непосредственно на нижней плите штампа. Эта конструкция имеет ряд недостатков. Острые переходы (место А) нельзя прошлифовать, поэтому после термической обработки профиль не шлифуют, а зачищают вручную абразивной шкуркой; изменения размеров рабочего контура, вызванные закалкой, устраняют слесарной подгонкой (что повышает трудоемкость изготовления штампа и снижает ее точность и стойкость); уменьшить эти деформации можно лишь применением более дорогой стали марки Х12Ф; посадка цилиндрического штифта в отверстие матрицы после закалки также нарушается и приводит либо к увеличению натяга, либо к образованию зазора в соединении, что одинаково нежелательно.
Рис. 1. Матрица вырубного штампа:
а — цельная, б — составная, в — составная с державкой
На рис. 1, б показана та же матрица сборной конструкции. Рабочий профиль обеих симметричных частей можно совместно шлифовать, например, на плоскошлифовальном станке. Конструкция стала более технологичной, точность профиля повысилась. Однако недостатки способа крепления частей матрицы остались прежними, что может привести к образованию уступа по линии разъема и к дополнительной слесарной пригонке матрицы и пуансона при сборке штампа. Закрепление той же сборной матрицы с помощью специальной державки (рис. 1, в) устраняет эти недостатки. Державка, изготовленная из незакаленной конструкционной стали, обеспечивает точное расположение частей матрицы и надежное закрепление их с помощью винтов и штифтов на плите штампа. Варианты конструкции пуансона для вырубного штампа показаны на рис. 1. Пуансон с опорным буртом (рис. 1, а) является примером нетехнологичной конструкции. Бурт не позволяет строгать или фрезеровать поверхности пуансона на проход, по этой же причине нельзя фрезеровать острые внутренние углы профиля. Предварительную и окончательную обработку рабочего контура этого пуансона производят слесарным способом. Вместе с тем бурт облегчает условия закрепления (винтами и штифтами) пуансона на верхней плите штампа, так как резьбу лучше нарезать в плите.
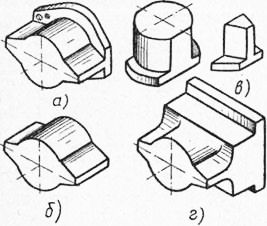
Рис. 2. Пуансон вырубного штампа:
а — с буртом, б — без бурта, в — составной, г — с державочной частью
Пуансон без бурта (рис. 2, б) более технологичен: его профиль доступен для строгания, фрезерования и шлифования. При больших размерах пуансона его закрепляют непосредственно на верхней плите винтами и штифтами, а при малых размерах — с помощью державки. Недостатками этой конструкции являются деформация при закалке резьбы, нарезанной в пуансоне; пуансоны малых размеров закрепляют в окне державки путем расклепки по периметру окна, следовательно, та часть пуансона, которую расклепывают, должна иметь низкую твердость; окно в державке имеет сложную форму, а надежность закрепления ниже, чем при креплении винтами. Пуансон (рис. 2, в) имеет сборную конструкцию, при которой все поверхности частей доступны для механической обработки и одновременно сохранен опорный бурт. Среднюю часть пуансона предварительно обтачивают на токарном станке, затем фрезеруют продольные плоскости, а после закалки шлифуют по цилиндру и плоскостям разъема. Боковые части предварительно обрабатывают фрезерованием и окончательно шлифуют. Сборный пуансон запрессовывают в державку, служащую для закрепления его на плите штампа. Пуансон (рис. 2, г) имеет державочную часть простой формы. Наличие бурта обеспечивает более прочное и неподвижное соединение с державкой, чем способом расклепки. Такая конструкция пуансона требует применения для его обработки специальных станков. Реклама:Читать далее:Технологический процесс изготовления матриц и пуансонов вырубного штампаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|