|
|
Категория:
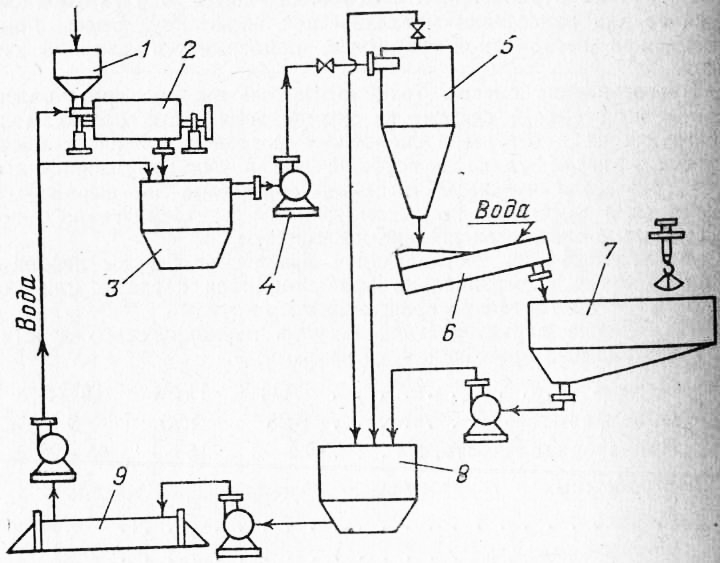
Изготовление форм Далее: Изготовление стержней Формовочные материалы. Формовочные материалы, применяемые для изготовления литейных форм и стержней, делятся на следующие группы: пески, связующие, противопригарные, высокоогнеупорные, специальные и подсобные. Цески (кварцевые, глинистые) образовались в результате разрушения горных пород (гранита, базолита и др.); они состоят из зерен минерала кварца (Si02) размером 0,06—1,6 мм с примесью глины и других минералов (окислы железа, полевые шпаты). Кварц обладает большой твердостью и высокой огнеупорностью (температура плавления 1713 °С). Кварцевые пески содержат до 2% глины и незначительное количество посторонних примесей, глинистые содержат глины до 50%. Глинистые пески по содержанию глины разделяются на тощие (2—10%), полужирные (10—20%), жирные (20—30%) и очень жирные (30—50% глины). Связующие материалы: формовочная глина, жидкое стекло, сульфитная барда, различные крепители, этилсиликат, пульвербакелит и др. Формовочная глина обладает высокой огнеупорностью (температура плавления 1750—1787 °С) и состоит из очень мелких (0,001 мм) минеральных частиц, которые при взаимодействии с водой образуют клейкие растворы. Жидкое стекло, сульфитная барда, крепители вводят в смеси, противопригарные краски и другие составы для придания им прочности. Противопригарные материалы (графит, пылевидный кварц, тальк, каменный уголь и др.), а также приготовляемые из них литейные краски, пасты-натирки наносят на поверхность форм и стержней с целью предупреждения пригара формовочных материалов к поверхности отливок. Графит и пылевидный кварц -применяют как припыл и при приготовлении красок и натирок. Каменный уголь добавляется в состав формовочных смесей. Высокоогнеупорные материалы (шамот, хромистый железняк, циркон, магнезит, асбест и др.) применяют при изготовлении литейных форм и стержней для очень крупных и массивных отливок из легированных (нержавеющих, жаропрочных и т. д.) сталей, а также многократно используемых форм. Специальные материалы — чугунная дробь, каустическая сода, формалин, древесные опилки, торф и др. Чугунную дробь применяют при изготовлении отливок специальным методом литья как наполнитель. Древесные опилки, торф и др. вводят в смеси для повышения газопроницаемости и податливости высушиваемых форм и стержней. Подсобные материалы — модельные пудры, разделительные жидкости, клей и др. Модельные пудры и разделительные жидкости применяют при изготовлении форм и стержней для того, чтобы при извлечении модели из формы, а также стержня из стержневого ящика не повредить их поверхность. Клей применяется при сборке стержней и форм для склеивания половинок. Основные свойства формовочных материалов: теплопроводность, теплоемкость, газопроницаемость, прочность, текучесть и др. Формовочные смеси. В настоящее время в литейных цехах применяют большое количество разнообразных формовочных смесей. Выбор состава смесей обусловливается характером (весом, размерами, формой, родом сплава) изготовляемых отливок, а также видом применяемых форм (сырые, сухие, поверхностно подсушенные, химически твердеющие). В зависимости от назначения смеси разделяются на облицовочные, наполнительные и единые. Облицовочная смесь имеет наиболее высокое качество и употребляется для покрытия рабочей поверхности формы, непосредственно соприкасающейся с расплавленным металлом. Толщина слоя облицовочной смеси зависит от рода и характера отливки (15—50 мм). Наполнительная смесь насыпается поверх облицовочной, обладает меньшей прочностью и газопроницаемостью и дешевле. Приготавливается наполнительная смесь путем переработки бывшей в употреблении формовочной смеси с добавлением (3—5%) свежих материалов (песка и глины). Единая смесь составляет весь объем формы и применяется при машинной формовке, на автоматах в условиях массового производства мелких и тонкостенных отливок. От наполнительной смеси она отличается большим содержанием свежих материалов и лучшими физико-механическими свойствами. Стержневые смеси. Состав и свойства стержневых смесей обусловливаются главным образом классом изготавливаемых стержней. Ответственные стержни первого класса изготавливаются из стержневых смесей, состоящих целиком из кварцевого песка с добавлением крепителей. Крупные стержни изготавливают из более дешевых стержневых смесей, в них очень часто входит бывшая в употреблении смесь (20—35%), а связующим является формовочная глина, сульфитная барда, а в качестве органической добавки — древесные опилки. Стержневые смеси должны обладать теми же свойствами, что и формовочные. Но учитывая, что большая часть стержня (кроме знаков) подвергается воздействию высокой температуры и давлению заливаемого металла в форму, их делают с более высоким показателями прочности, газопроницаемости, податливости и огне упорности. В состав стержневых смесей чаще всего входит чистый кварцевый песок от 70 до 100%;, огнеупорная глина или бентонит и различного рода крепители. Такие смеси обладают высокой газопроницаемостью до 120, прочностью до 0,55 в сыром состоянии и до 12 кг/см2 в сухом. За последние годы широкое применение для изготовления стержней получили жидкие самотвердеющие смеси, обладающие хорошими технологическими свойствами. Регенерация отработанных смесей. Регенерации подвергаются отработанные смеси, накапливающиеся в обрубно-очистном отделении (от выбивки стержней, от очистных машин), просыпи, собираемые с пола формовочного и стержневого отделений, сушильных камер и др. Такая смесь содержит в себе много пыли, золы от сгоревших опилок и угля, куски стержней и форм, различные металлические и неметаллические включения, а также до 60—80% зерен песка, пригодных к дальнейшему применению. Для извлечения зерен песка из этой смеси ее подвергают переработке: разминанию комьев, магнитной сепарации, просеиванию и обеспыливанию. — Получение высококачественных отливок в значительной степени зависит от качества формовочных материалов и смесей, из которых изготовлены формы и стержни. Формовочные материалы разделяют на основные — пески, глины и вспомогательные, к которым относятся связующие, применяемые для приготовления стержневых смесей, противопригарные материалы (каменный уголь, графит, краски, хромистый железняк, циркон и др.), а также клей, замазки, припылы и т. п. Формовочные пески Формовочные пески поставляются в естественном и обогащенном состояниях. По ГОСТ 2138—74, пески в зависимости от содержания глинистой составляющей (так называются зерна с величиной в поперечнике менее 0,022 мм), кремнезема и вредных примесей делятся на классы, а в зависимости от величины зерен основной фракции — на группы. Для определения группы песка его нужно просеять через стандартный набор сит и выяснить, на каких трех смежных ситах осталась наибольшая сумма остатков (в массовых единицах), называемых основной фракцией. Зная, на каких ситах располагается основная фракция песка, его можно отнести к группе, которая определяется средним номером сита. Формовочные глины Формовочные глины, применяемые в литейном производстве в качестве минеральных связующих в формовочных и стержневых смесях, классифицируются по минералогическому составу, по пределу прочности во влажном и сухом состояниях, по содержанию вредных примесей и по некоторым другим свойствам. По минералогическому составу формовочные глины делятся на виды, по пределу прочности при сжатии во влажном состоянии — на группы, в сухом — на подгруппы. В зависимости от содержания вредных примесей формовочные глины делятся на группы. Главное различие между формовочными глинами заключается в том, что они имеют разные кристаллические решетки, в связи с чем на поверхности могут образоваться водные пленки разной толщины. Наименьшее количество воды может удержаться на поверхности каолинитовых зерен, а наибольшее — на поверхности монтмориллонитовых зерен. Из этого следует, что монтмориллони-товые (бентонитовые) глины целесообразно использовать при формовке по сырому. Применение этих глин позволяет в 2—3 раза снизить содержание глинистой добавки в смесях, повысить их газопроницаемость, в ряде случаев заменить формовку по сухому формовкой по сырому, улучшить поверхность отливок и т. д. При формовке по сухому можно использовать глины любого вида. При приготовлении формовочных и стержневых смесей все составные части, за исключением воды и жидких связующих, загружают в смесители в размолотом или сыпучем виде. Так как процесс получения глиняного порошка связан с обильным пылевыде-лением, то при изготовлении чугунных отливок по сырому вместо него применяют глиняные или глиняно-угольные суспензии. 3. Связующие материалы Стержневые смеси, в которых связующим является формовочная глина, как правило, не обеспечивают таких качеств стержней, как прочность, газопроницаемость, выбиваемость. Вследствие этого глину приходится заменять материалами, обладающими высокой связующей способностью и придающими стержням значительную прочность при сохранении хорошей выбиваемости и газопроницаемости. Связующие материалы подразделяются на органические и неорганические и на три класса: Класс А объединяет связующие, которые обладают связующей способностью и не требуют добавления воды. Они не растворяются в воде, не смешиваются с ней и не смачиваются ею (масла, олифы, пеки, битумы, канифоль). В класс- Б входят связующие, растворяющиеся в воде, после чего они приобретают способность связывать песок (декстрин, сульфитно-спиртовые барда и бражка). К классу В относятся все неорганические связующие (формовочная глина, цемент, жидкое стекло), которые, так же как и связующие материалы класса Б, оказывают свое действие только после добавления к ним воды. Для удобства пользования связующие каждого класса разбиты на три группы. В каждую из трех групп входят связующие, обладающие примерно одинаковыми физико-механическими и технологическими свойствами. Основным признаком отнесения связующего к той или иной группе является прочность (временное сопротивление разрыву, в кгс/см2, пробного образца в сухом состоянии), приходящаяся на 1% связующего материала, введенного в состав смеси. Оценка связующих производится по технологической пробе в лабораторных условиях. Из полученной смеси со связующим изготовляют образцы для испытания прочности на сжатие всырую и на разрыв всухую, а также на газопроницаемость. Сушка образцов производится в соответствии с техническими условиями на данное связующее. В большинстве случаев связующими являются побочные продукты, получаемые прн переработке нефти, горючих сланцев, древесины, хлопкового масла и др. 4. Противопригарные и другие вспомогательные материалы В результате химического и механического взаимодействия формы или стержня с жидким сплавом, недостаточной огнеупорности и увеличенной пористости смесей, а также высокой температуры заливки на отливках образуется пригар. Для борьбы с ним применяют специальные противопригарные материалы. Каменный уголь. При формовке по сырому в состав смеси вводят добавки каменного угля в измельченном состоянии следующего состава, в %: летучие вещества — не менее 30, сера — не более 2 и зола — не более 11, влага — не более 12. Каменный уголь может быть заменен эстонским сланцем в виде порошка. При нагревании формы жидким сплавом частицы угольной либо сланцевой пыли выделяют летучие вещества и сгорают с образованием окиси углерода, при этом между сплавом и формой образуется газовая прослойка, которая исключает возможность смачивания зерен песка сплавом и образования пригара. Пылевидный кварц. Различают два вида этого материала: естественный и искусственный. Наибольшее применение имеет искусственный пылевидный кварц, который получают путем размола кварцевого песка. Пылевидный кварц используют при производстве стальных отливок в качестве добавки в облицовочные смеси. Это уменьшает пористость рабочего слоя формы или стержня, в результате чего уменьшается механический пригар. При введении пылевидного кварца в состав краски для покрытия формы и стержня на поверхностях образуется высокоогнеупорный слой, защищающий их от влияния высокой температуры заливаемого сплава. Циркон. При обогащении титаноцирконовых руд получают материал, называемый цирконом. Промышленность выпускает цир-коновый концентрат для приготовления облицовочных формовочных и стержневых смесей и цирконовый порошок для красок. Циркон — высокоогнеупорный материал (температура его плавления 2190 °С), он не вступает в химическое соединение с железом и легирующими элементами и является хорошим противопригарным материалом. Для облицовки форм и стержней рекомендуется следующий состав, в %: Хромистый железняк. Продукт помола хромитовой руды — хромистый железняк характеризуется высокой огнеупорностью-Температура его плавления около 1850° С. Отсутствие сродства с окислами железа и постоянство объема при нагревании обеспечивают получение отливок высокого качества. Применяют облицовочные формовочные и стержневые смеси следующего состава, в : хромистый железняк (просеивается через сито с ячейками 1,5×1,5 мм) —100 и сверх 100 сульфитно-спиртовая барда — 2—3. Физико-механические свойства смеси: прочность на сжатие в сыром состоянии — 0,5—0,7 кгс/мм2; влажность — 5—6%. Толщина облицовочного слоя должна быть 10—30 мм, а подслоя из песчано-глинистой смеси — 40—60 мм. Остальной объем опоки заполняется обычной наполнительной смесью, а стержни — стержневой опилочной смесью. Графит. Широко применяемый в чугунолитейном производстве графит является высокоогнеупорным материалом. Различают графит кристаллический — в виде серебристых чешуек и скрытокри-сталлический (аморфный) — в виде черного порошка. Припылы и краски. При формовке по сырому поверхности форм покрывают различными припылами (серебристым графитом, сланцем, цементом и др.). Для улучшения поверхностной прочности формы наряду с припылом применяют опрыскивание поверхностей сульфитно-спиртовой бардой (плотностью 1,1) или патокой (плотностью 1,28). Для покрытия форм и стержней по сухому используют краски и натирки. В состав их входят противопригарные материалы (аморфный графит, пылевидный кварц, тальк, молотый кокс и др.) и связующие вещества (бентонитовая глина, сульфитная барда, патока и Др.) Для предохранения красок от брожения в них вводят формалин. Натирочные пасты, замазка и клей. Натирочные пасты применяют в тех случаях, когда образуемые стержнями полости в дальнейшем не подвергаются механической обработке и требуют большой точности размеров и чистоты поверхности. Для особо ответственных стержней для чугунных отливок используют пасты следующего состава: серебристый графит — 1 часть; аморфный графит — 1 часть; сульфитно-спиртовая барда -— до получения однородной пасты в виде густой сметаны. Стержневые клеи служат для склеивания и ремонта стержней. Сульфитный клей состоит из 5 частей сульфитно-спиртовой барды, 5 частей формовочной глины и 2 частей воды. Клей наносят ровным слоем на склеиваемые поверхности половинок стержней. При спаривании крупных и средних стержней швы заделывают специальными замазками, в состав которых входят, в %: 5. Основные свойства формовочных материалов и смесей Формовочные материалы и смеси, из которых изготовляют литейные формы и стержни, должны обладать определенными свойствами, обеспечивающими получение высококачественных форм, стержней и отливок. Влажность влияет на все свойства формовочных смесей и главным образом на газопроницаемость, прочность и текучесть. Пониженная влажность повышает осыпаемость смеси и затрудняет формовку, а повышенная снижает прочность всырую, увеличивает прилипаемость смеси к модели и снижает газопроницаемость, вследствие чего возникает опасность образования вскипа отливки. Газопроницаемость — очень важное свойство формовочных материалов и смесей. Низкая газопроницаемость смесей может быть причиной образования газовых раковин в отливках. Газопроницаемость зависит от формы зерен, однородности зерновых составляющих смеси, от содержания в ней глинистых веществ и ряда других причин. Для повышения газопроницаемости мелкого песка его необходимо смешивать с 50—60% крупного песка. Прочность. Недостаточная прочность формовочных смесей ведет к деформации форм и стержней, искажению отливок, вызывает распоры и обвалы. Прочность зависит от влажности смеси, количества глинистой составляющей, зернистости песка и степени уплотнения. Она регулируется дозировкой глины. Прочность формовочных смесей в сухом состоянии возрастает с увеличением в них содержания глины и влаги. Более высокая прочность может быть достигнута при использовании специальных связующих материалов. Прочность стержневых смесей зависит от вида и количества применяемого связующего и должна находиться в определенных пределах. Твердость характеризует степень и равномерность уплотнения формовочных смесей. Переуплотнение, так же как и недостаточное уплотнение смеси, вызывает дефекты отливок: распоры, вскип, газовые и земляные раковины, пригар и др. Определение этих и других свойств формовочных материалов и смесей производится в цеховых лабораториях. 6. Формовочные смеси В литейном производстве наибольшее применение имеют песчано-глинистые смеси, которые классифицируются по способу формовки и по роду сплава, заливаемого в формы. Смеси разделяются на единые облицовочные и наполнительные. Единой называют смесь, используемую для набивки всей формы (в основном при машинной формовке). Облицовочными смесями оформляют только ту часть формы, которая соприкасается с жидким сплавом. Наполнительную смесь наносят на слой облицовочной, ею заполняют и остальную часть формы. По состоянию формы перед заливкой различают смеси для формовки по сырому и по сухому. По роду сплава, заливаемого в формы, различают формовочные смеси для чугунных, стальных и цветных отливок. Состав смеси для чугунного литья зависит от массы отливки, толщины стенок и технологии изготовления формы. Для стальных отливок формовочные смеси должны иметь более высокую огнеупорность и газопроницаемость, чем смеси для чугунного литья. Для форм цветных отливок могут применяться смеси со значительно более низкой огнеупорностью, чем у смесей для чугунного и стального литья. Для повышения чистоты поверхности отливок из сплавов на медной основе в состав формовочной смеси вводят глинистые пески класса П. Фтористая присадка, вводимая в формовочную смесь при литье из магниевых сплавов, дает возможность избежать окисления сплава в процессе заливки и затвердевания отливки. Она может быть заменена борной кислотой или серным цветом. 7. Быстроотверждающиеся, химически отверждающиеся и самоотверждающиеся пластичные и жидкие смеси Наряду с обычными песчано-глинистыми получили распространение разработанные в нашей стране формовочные смеси с особыми свойствами. Быстроотверждающиеся смеси. Связующим материалом в них также является жидкое стекло. Однако процесс отверждения осуществляется не за счет продувки углекислым газом, а под действием добавки смесь отвердителя — шлака феррохромового производства. Живучесть пластичной смеси обычно равна 20— 25 мин, поэтому ее приготовляют в два этапа: основную жидко-стекольную смесь изготовляют в смесеприготовительном отделении, а ввод в нее шлака, просеянного через сито с ячейками 0,5 мм, производят непосредственно на участке формовки с перемешиванием в шнековом смесителе. Облицовочную смесь наносят на модель слоем толщиной 50 мм и более, в зависимости от габаритов и толщины стенки отливки. Остальной объем опоки заполняют оборотной смесью. Продолжительность выдержки крупных форм — не менее 1 ч. После извлечения модели форму окрашивают самовысыхающей огнеупорной либо обычной водной краской. В последнем случае применяют поверхностную подсушку. Жидкие самоотверждающиеся смеси (ЖСС) отличаются от пластичных тем, что в их состав вводятся поверхностно-активные вещества (ПАВ), которые при перемешивании смеси образуют на границах зерен пену. Пузырьки этой пены снижают силы трения между зернами песка, что придает смеси жидкоподвижность (текучесть). В качестве поверхностно-активного вещества чаще всего используют детергент советский рафинированный (ДС-РАС). ЖСС применяют при изготовлении крупных отливок и стержней, причем в отличие от всех смесей их «заливают«» в опоки и стержневые ящики. Время сохранения смесью текучести обычно составляет 9—10 мин, в течение которого она должна быть использована. Установка для приготовления ЖСС размещается непосредственно на формовочных или стержневых участках. Производительность установок —до 30 т/ч. 8. Стержневые смеси 9. Технология приготовления формовочных стержневых смесей Технологический процесс приготовления формовочных и стержневых смесей состоит из трех этапов: подготовки свежих материа-н» подготовки отработанных смесей и изготовления смесей. Подготовка свежих материалов заключается в их сушке, дроблении и просеивании. Сушка песка и глины производится в барабанных сушилах производительностью от 3,2 до 29,2 т/ч для песка и 0,9—8 т/ч для глины, а также в установках для сушки и охлаждения песка в кипящем’слое производительностью 3—10 т/ч. Для дробления и измельчения комьев песка и сухой глины, угля, комьев отработанной смеси, сухих бракованных стержней применяют размалывающие бегуны, валковые дробилки, шаровые мельницы мокрого измельчения угля. Просеивание формовочных материалов перед употреблением осуществляют в передвижных землесеялках, а также в вибрационных и полигональных ситах производительностью от 5 до 125 т/ч и через плоские сита производительностью 50 т/ч. Подотовка отработанной смеси заключается в магнитной сепарации ее для извлечения металлических включений. Смеси, применяемые при пескометной формовке, подвергаются двойной сепарации. Приготовление смесей. Технологический процесс приготовления формовочных смесей состоит из дозирования сухих составляющих и загрузки их в бегуны в следующей последовательности: оборотная смесь+песок+глина в порошке или в виде эмульсии – каменный уголь (для чугунных отливок, формуемых по сырому) или опилки (для формовки по сухому); после предварительного перемешивания добавляются жидкие компоненты. Для смешивания составляющих применяют бегуны периодического действия с вертикально вращающимися катками или центробежные с горизонтально вращающимися катками. В литейных цехах серийного и массового производства создаются центральные смесеприготовительные отделения, оснащенные высокопроизводительным современным оборудованием и разветвленной транспортной системой. В некоторых из них комплексно механизировано и автоматизировано управление всеми операциями по приготовлению смесей. 10. Регенерация отработанных формовочных и стержневых смесей Широкое внедрение в литейном производстве специальных смесей, приготовляемых из свежих кварцевых песков, а также ежегодный прирост производства отливок ведет к систематическому повышению расхода кварцевых песков, природные ресурсы которых небезграничны. В целях сокращения расхода их необходимо частично заменять регенерированными (восстановленными) песками из отработанных смесей, в настоящее время вывозимых в отвал.
Рис. 1. Установка для регенерации отработанных смесей.
Пятилетний опыт работы установки показал, что получаемый регенерат является полноценным заменителем свежего кварцевого песка и может быть использован для приготовления формовочных и стержневых смесей. Реклама:Читать далее:Изготовление стержнейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|