|
|
Категория:
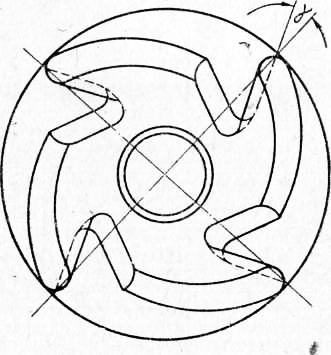
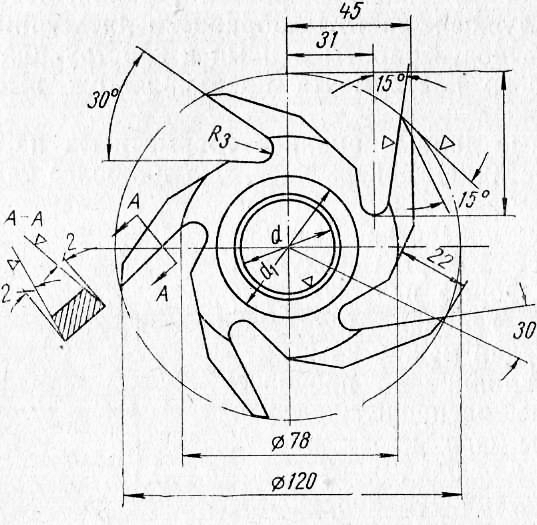
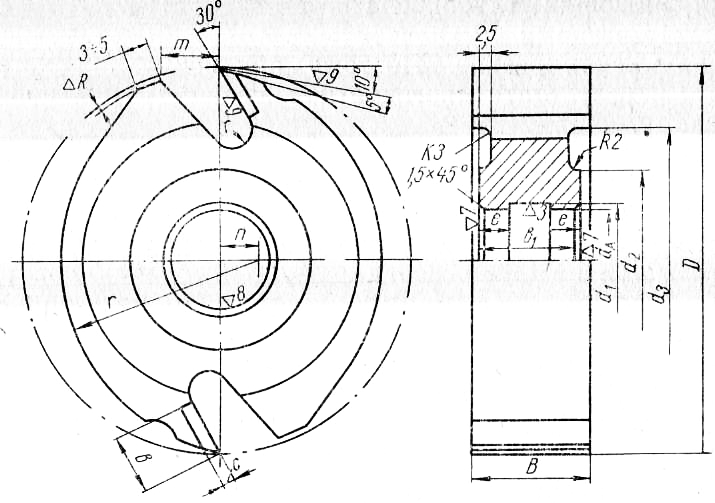
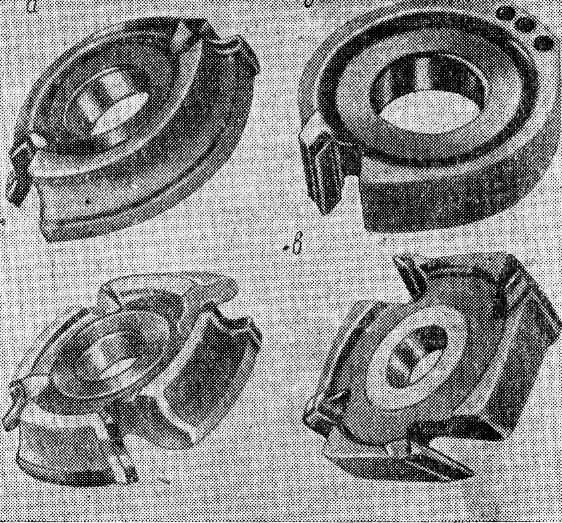
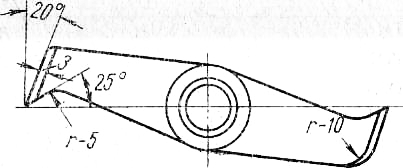
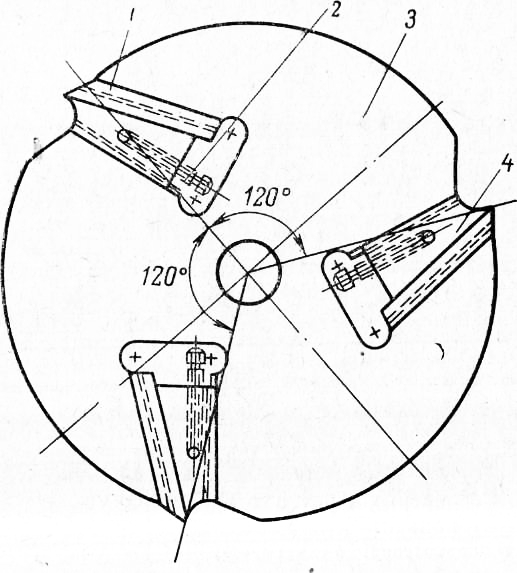
Техника безопасности в деревообрабатывающем производстве Фрезерный инструмент, широко применяемый в деревообрабатывающем производстве, имеет разнообразные конструктивные формы — от простых цельных фрез до сложных сборных и составных головок со вставными резцами различного профиля. В связи с повышением скоростей резания, необходимостью обеспечения лучшей чистоты обработки древесины, прочности фрез и безопасности работы с ними к конструкциям современного фрезерного инструмента предъявляются высокие требования. Приведенные данные анализа травматизма на деревообрабатывающих станках показывают, что наиболее тяжелые травмы происходят с рабочими на фрезерных станках вследствие нерациональной, опасной формы режущего инструмента. Форма цельных фрез, число резцов, величина (глубина) и профиль впадин между ними имеют большое влияние на прочность и равномерное распределение усилий на резцы фрезы. На рис. 1 изображена цельная четырехрезцовая фреза рациональной формы, без глубоких впадин между резцами, что гарантирует повышенную прочность фрезы. На рис. 2 показана пятирезцо-вая фреза менее рациональной конструкции, имеющая глубокие впадины между резцами и значительную длину узких резцов. Поэтому при повышении нагрузок, толчков и в результате многократной заточки резцы подвергаются излому. Широкое распространение за рубежом (ГДР) получили цельные фрезы безопасной конструкции с пластинками из твердого сплава. Они имеют ограниченную величину подачи на резец благодаря специальным выступам на корпусе фрезы перед резцом. Выступ на фрезе перед режущими элементами резцов предотвращает тяжелые травмы рук рабочего при соприкосновении с фрезой. На рис. 3 показана отечественная нормаль двухрезцовой фрезы такого типа с резцами, оснащенными пластинками из твердого сплава. Корпус этих фрез выполнен из конструкционной стали, отлитой прецизионным способом. Бывают и другие конструкции фрез такого типа. На рис. 45 показаны одно-, двух- и четырехрезцовые профильные фрезы с ограничительными выступами в конечной задней стороне резца. У однорезцовых фрез противоположная резцу сторона фрезы имеет профильный выступ для балансировки, путем рассверливания отверстий, как показано на рисунке.
Рис. 1. Четырехрезцовая цельная фреза рациональной формы
Рис. 2. Пятирезцовая цельная фреза нерациональной опасной формы с узкими резцами и глубокими впадинами
Рис. 3. Конструкция безопасной фрезы с ограничителем подачи Одним из опасных видов фрезерного инструмента являются шипорезные крючья (рис. 46), не имеющие формы, тела вращения. Этот режущий инструмент необходимо заменять, другим, более безопасным.
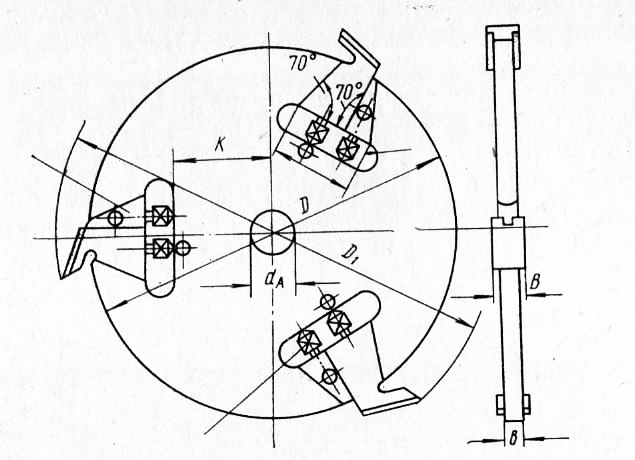
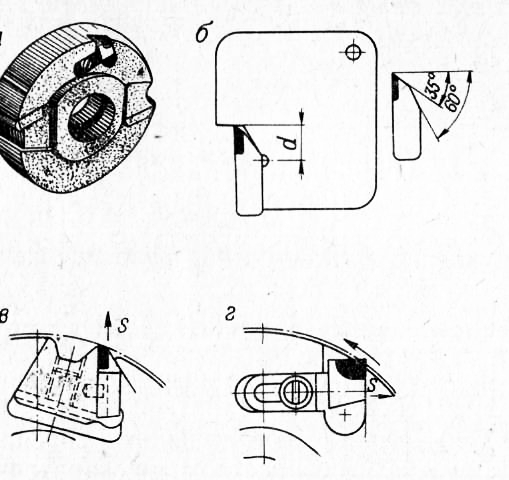
Рис. 4. Конструкции безопасных фрез с ограничителями подачи:
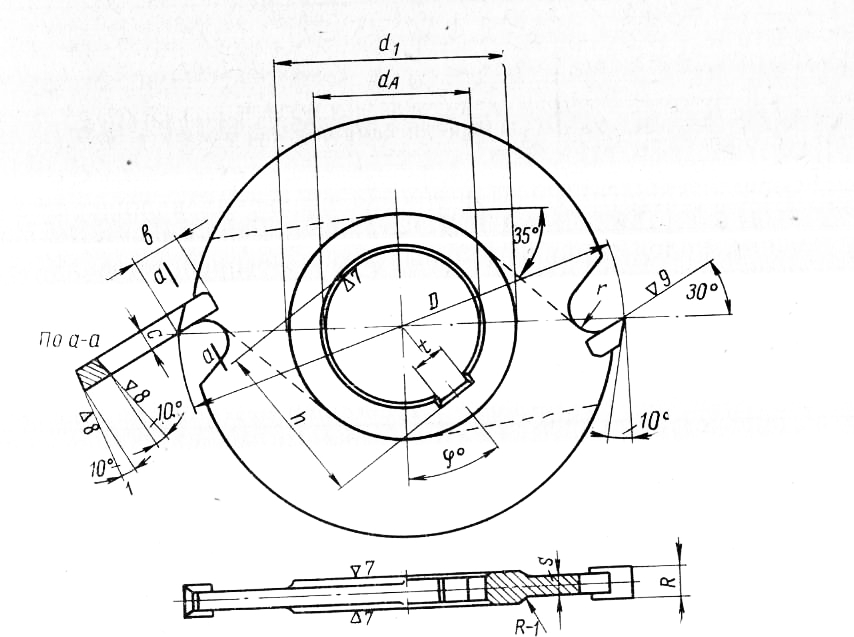
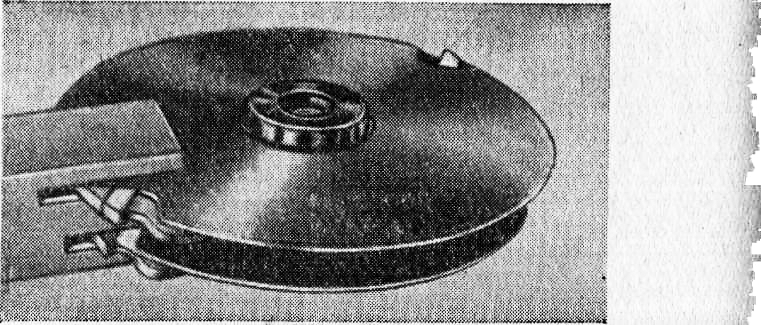
Рис. 5. Шипорезные крючья опасной конструкции Шипорезные крючья могут быть с успехом заменены проушечными дисками, цельными фрезами и круглыми пилами. Проушечные диски по способу закрепления в них резцов бывают различных конструкций. Одной из более надежных и распространенных является, конструкция проушечных дисков с закреплением резцов в конических прорезях диска коническими распорными клиньями, гарантирующими от бокового смещения клиньев и резцов. В зависимости . от ширины резцов толщина дисков составляет 7,5—12 мм. Диаметр дисков для глубоких проушин может быть не более 250—350 мм. Однако при таких размерах диаметров и толщине дисков необходимо учитывать число оборотов шпинделя станка, чтобы окружная скорость диска не превышала 55 м/сек. В противном случае может произойти авария от перенагрузок на шпиндель. Например, легкие фрезерные станки имеют шпиндельные насадки диаметром всего 17 мм, а средние — 27—30 мм. Для предупреждения такой установки от аварии необходимо регламентировать размеры диаметра отверстия в проушечном диске для его закрепления на шпинделе. Минимальный размер диаметра отверстия в диске должен быть не менее 30 мм. Следует заметить, что в некоторых случаях на шпиндель устанавливают два-три диска. Фрезерным инструментом, аналогичным проушечным дискам, являются подсечные диски, предназначенные для выборки фасонных углублений и заплечиков шипа. Этот инструмент опасен, так как его резцы, имеющие форму крючьев, выступают на значительную величину за окружность диска. Разность в размерах диаметра резания и окружности самого диска здесь равна размерам режущей части крючьев, выступающих за пределы окружности диска. Поэтому подсечные диски следует заменять другим инструментом, более безопасной конструкции. На рис. 49 показана прорезная фреза с пазовыми крючьями для выборки ящичных шипов и проушек. Такую фрезу в большинстве случаев проектируют с двумя резцами для выборки ящичных шипов и проушек в наборах дощечных пакетов, поступающих с малой скоростью подачи к режущему инструменту. Резцы этой прорезной фрезы оснащают пластинками из твердого сплава с косой боковой ^заточкой под углом 10°. У прорезных фрез необходимо соблюдать точность ширины режущей кромки и толщины ступицы.
Рис. 6. Шипорезные (проушечиые) диски, имеющие безопасную форму и надежное крепление ножей:
Рис. 7. Подсечной шипорезный диск небезопасной конструкции
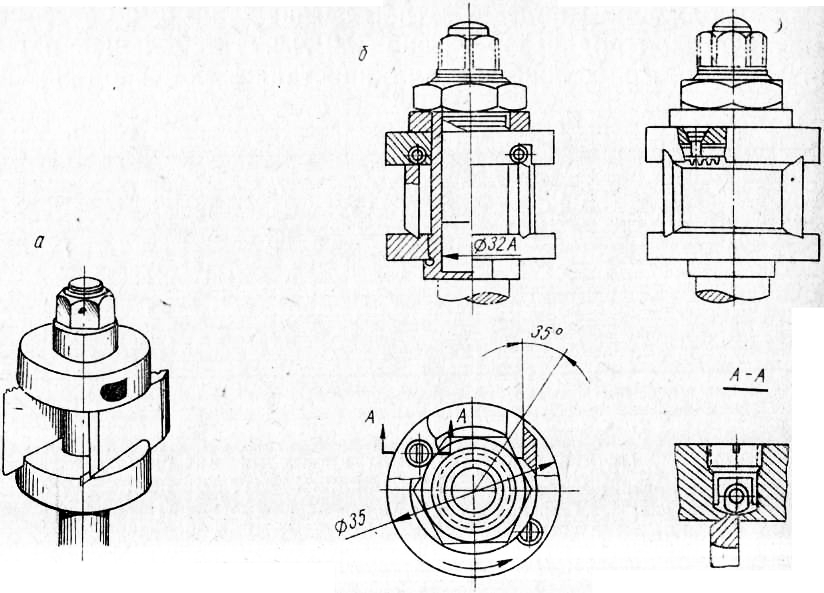
Рис. 8. Конструкция безопасной прорезной фрезы для вы-борки ящичных шипов В конструкциях ящичных шипорезных станков предусматривается возможность разного положения шпоночных канавок с целью размещения по винтовой линии кромок нескольких фрез. Корпус прорезных фрез с целью безопасности при ручной подаче должен иметь форму диска диаметром па 2—3 мм меньше диаметра резания. На рис. 9 показана фреза такого типа в собранном виде с ограничительными дисками, применяющаяся для выборки проушек. Посадочное отверстие этих фрез должно иметь диаметр, равный диаметру ступицы и прокладочных колец, а также вырезы в дисках в зоне расположения резцов фрезы для того, чтобы при установке между фрезами прокладочных колец ограничительные диски не препятствовали точному установлению фрез по оси шпинделя.
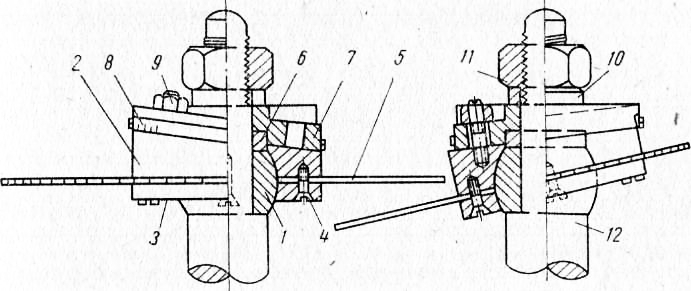
Рис. 9. Прорезная безопасная фреза с ограничительными дисками в оборе При шипорезных работах на небольших деревообрабатывающих предприятиях, не имеющих шипорезных станков, выборка проушин, шипов и пазов производится на фрезерных станках колеблющимися пилами. Наиболее важной для обеспечения безопасности работы с этими пилами является конструкция регулируемых зажимных шайб-патронов для закрепления пилы на шпинделе станка под углом 90°. Как внешней поверхности втулки, так и внутренним, сопряженным с ней поверхностями зажимных шайб и придана шаровая форма. Шайбы могут наклоняться по отношению к оси шпинделя при их смещении по шаровой поверхности втулки. Величину угла наклона пилы регулируют поворотом шайбы вокруг оси шпинделя. Для этого ослабляют фиксирующие болты, поворачиваю/г регулировочную шайбу в дугообразных пазах на заданный угол >по шкале 8, затем закрепляют пилу на шпинделе болтами и гайкой. Регулировочные патроны и зажимные шайбы бывают и других конструкций. Установка колеблющейся пилы без надежного закрепления на шпинделе может привести к ее смещению во время работы, сильному толчку, аварии, разрушению диска пилы, а следовательно, и к травмам рабочих. На фрезерных станках с ручной подачей не следует применять колеблющихся пил диаметром свыше 250 мм, а на станках с механической подачей — свыше 350 мм. Наибольшая окружная скорость колеблющихся пил на станках с ручной подачей должна быть не выше 50 м/сек, а на станках с механизированной подачей — 70 м/сек. Зубья колеблющейся пилы должны иметь специальный профиль, косую расточку и малый развод (0,20—0,25 мм).
Рис. 10. Патрон для надежного крепления на шпинделе фрезерного станка колеблющихся круглых пил: У фрез, состоящих обычно из двух цельных фрез, для обеспечения безопасности особое внимание необходимо уделять надежности соединения фрез и совпадению их режущих граней, например, верхней и нижней пазовых или гребневых фрез. Опасным фрезерным инструментом являются фланцевые головки с глубокими впадинами между ножами, вставленными в прорези фланцев. Такие ножевые головки вызывают опасность двоякого рода: Во фланцевой головке обычной конструкции ножи на торцовой части имеют выточки, в которые входят головки штифтов, закрепляемые в прямоугольных прорезях фланцев. Этот способ закрепления ножей не вполне гарантирует от их вылета вследствие возможного срезания штифтов и, кроме того, затрудняет установку и снятие ножей.
Рис. 11. Фланцевая головка с вставными ножами: Более надежный способ закрепления ножей во фланцевых ножевых головках предложил НИИДревмаш в нормали «Головки фланцевые безопасные с плоскими ножами» (1961 г.). В отличие от других в этой конструкции ножи на верхней боковой кромке имеют нарезку, зубцы которой, входя во впадины между витками предохранительного винта, препятствуют вылету ножей во время работы. Предохранительные винты удерживаются с помощью вилок, которые в свою очередь фиксируются в своих гнездах стопорными винтами. Однако все фланцевые головки опасны тем, что имеют глубокие пазухи между головками и при ручной подаче древесины могут нанести тяжелые травмы рабочим. Поэтому фланцевые головки рекомендуется использовать лишь на фрезерных станках с механизированной подачей или оборудованных автоподатчиками (п. 24, «Общие технические условия безопасности на деревообрабатывающие станки»). На рис. 12 показана двухножевая овальная головка рациональной конструкции с подрезателями для отбора фальцев (фирма «Вальтер», ФРГ). В такой головке предусмотрены упоры для задних граней резцов, что обеспечивает их автоматическую установку на постоянный радиус резания. При правильном изготовлении упоров и заточке ножей точность их установки по упорам достигает 0,01 мм. Корпус головки имеет очертания, ограничивающие максимальную толщину снимаемой стружки. Фреза имеет ножи с пластинками из твердого сплава. Для повышения прочности и обеспечения безопасности при работе дереворежущих инструментов, резцы которых оснащены пластинками из твердого сплава, необходимо выполнять следующие требования: Режущие инструменты фрезерных станков с большим числом оборотов шпинделей и высокой скоростью резания (12— 15 тыс. об/мин и более) отбалансировать так, чтобы для фрез весом до 10 кг дисбаланс не превышал 5 г/см, а для фрез весом более 10 кг — 0,5 г/см на 1 кг веса фрезы.
Рис. 12. Ножевая фальцовочная безопасная головка с ограничителем: Реклама:Читать далее:Лесопильные рамы деревообрабатывающих предприятийСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|