|
|
Категория:
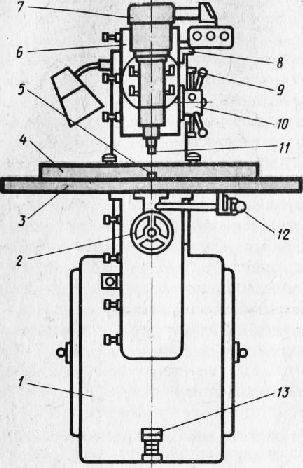
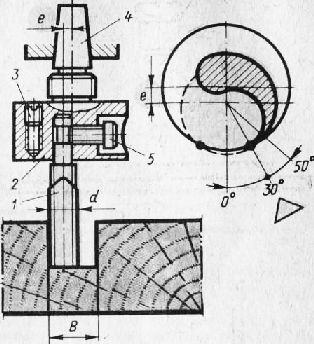
Деревообрабатывающие станки Конструкция станков. Фрезерные станки с верхним расположением шпинделя бывают копировальные с ручной подачей (ВФК-2) и с приводными съемными роликами для перемещения шаблона (ВФК 3). Для массового фрезерования криволинейных кромок брусковых деталей выпускают станки карусельные одношпиндельные (Ф1К-2) и двухшпиндельные (Ф2К-3). Фрезерный станок с верхним расположением шпинделя ВФК-2 показан на рис. 100. На станине станка размещен стол и шпиндельный суппорт 6. К суппорту на поворотной головке прикреплен высокооборотный электрошпиндель, который вращается с частотой 18000 об/мин. Питание электрошпинделя осуществляется электрическим током повышенной частоты (300 Гц) от преобразователя. На конце шпинделя находится отверстие, выполненное с конусом Морзе № 2а, для закрепления патрона с фрезой. Подача на глубину обработки производится вертикальным перемещением шпиндельного суппорта с помощью пневмопривода педалью. Величина перемещения суппорта устанавливается винтом, взаимодействующим с упором 8. Для быстрой переналадки на разную глубину паза применяют несколько винтов-ограничителей, которые ввернуты на заднюю высоту в поворотную головку. Для продольной обработки деталей используют стол и направляющую линейку. Стол регулируют по высоте маховичком. Для копировальных работ обрабатываемую заготовку укладывают в шаблон (на рисунке не показан), в нижней части которого расположен копирный паз, соответствующий профилю обработки детали. Заготовку подают вручную путем перемещения шаблона по направляющему пальцу, которым управляют ручкой. В станках с механической подачей (ВФК-3) для перемещения шаблона используют приводные съемные ролики. Наладка станков. При наладке фрезерных копировальных станков следует: подобрать режущий инструмент и проверить качество его подготовки; закрепить инструмент на шпинделе; подобрать и настроить шаблон в зависимости от формы и размеров обрабатываемой детали; установить стол по высоте; отрегулировать положение направляющего пальца по высоте; настроить ограничители хода суппорта. Для фрезерно-копировальных работ используют концевые фрезы, составной инструмент из концевой и дисковой фрез, а также спиральные сверла. На фрезерных карусельных станках применяют насадные сборные фрезы. Типы фрезы выбирают в зависимости от вида обработки. Перед установкой на станок проверяют качество подготовки фрез. Концевые фрезы должны быть заточены по передней грани (с внутренней стороны) с сохранением угловых параметров заточки. Угол заточки у концевой фрезы выбирают в зависимости от породы древесины и принимают равным 30° при обработке древесины дуба, бука, ясеня и 20° — при обработке древесины сосны, ели, липы. У заточенной фрезы отклонение углов резания от номинальных допускается не более ±1°. Торцовые поверхности фрезы должны иметь поднутренние к центру на 1…20. Трещины, забоины и выкрашивания на поверхности фрезы не допускаются. Для установки фрез на шпиндель используют патроны. Незатылованные фрезы крепят в специальных патронах, а затылованные фрезы и сверла — в цанговых патронах. Фрезы диаметром до 8 мм устанавливают в патроне с помощью переходной втулки. После сборки фрезы с патроном балансируют. Крепление незатылованной фрезы в специальном патроне показано на рис. 101. Посадочное отверстие в патроне предназначено для фрезы. Хвостовик, выполненный с конусом Морзе № 2а, устанавливают в конусное отверстие шпинделя. В корпусе патрона расположены по окружности шесть резьбовых отверстий, в которые ввернуты балансировочные винты. Ось хвостовика смещена относительно оси посадочного отверстия в патроне на эксцентриситет. Это позволяет при вращении шпинделя получать в заготовке пазы, ширина В которых больше диаметра d режущей части фрезы.
Рис. 1. Фрезерный станок с верхним расположением шпинделя ВФК-2:
1 — станина, 2 — маховичок, 3 — стол, 4 — направляющая линейка, 5 — палец, 6 — суппорт, 7 — электрошпиндель, 8 — упор, 9 — упорный винт, 10 — поворотная головка, 11 — фреза, 12 — ручка, 13 — педаль
На корпусе патрона имеются риски с обозначениями 0; 30 и 50°. Лезвие фрезы должно находиться между отметками 30 и 50°, что соответствует оптимальному заднему углу резания. Если лезвие фрезы находится на нулевой отметке, то задний угол резания будет равен нулю. Фрезерование при такой установке невозможно из-за сильного трения и нагревания фрезы. Диаметр фрезы и эксцентриситет патрона выбирают в зависимости от заданной ширины паза (диаметр фрезерования). Нормальная работа эксцентрично закрепленной в патроне фрезы возможна лишь при условии тщательной балансировки после сборки. Статическую балансировку фрезы с патроном выполняют на балансировочном приспособлении. Балансировку производят путем завинчивания или вывинчивания балансировочных винтов из соответствующего резьбового отверстия патрона. Остаточный дисбаланс допускается не более 2,1 г- мм. Перед установкой патрона или оправки в шпиндель станка необходимо навернуть на него дифференциальную гайку так, чтобы верхний конец патрона выступал над гайкой на 10 мм. После этого гайку навинчивают на шпиндель, следя за тем, чтобы вместе с гайкой вращался патрон или оправка. После соприкосновения конуса с отверстием шпинделя гайку необходимо довернуть ключом. Прямолинейные кромки и пазы обрабатывают с помощью направляющей линейки, которую устанавливают на столе станка на заданном расстоянии от оси шпинделя и крепят винтами, а направляющий палец утапливают. Подачу осуществляют вручную против вращения фрезы.
Рис. 2. Крепление незатылованной фрезы в специальном патроне:
1 — фреза, 2 — корпус патрона, 3 — балансировочный винт, 4 — хвостовик, 5 — винт крепления фрезы
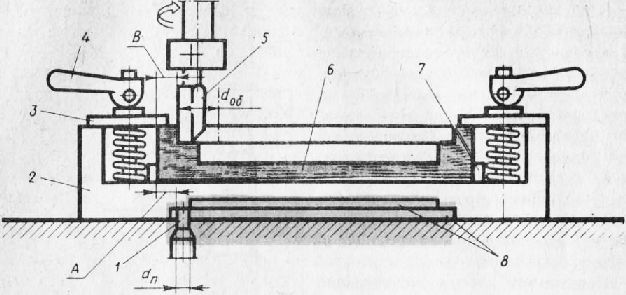
Рис. 3. Схема обработки детали в шаблоне на фрезерном станке с верхним расположением шпинделя:
1 — направляющий палец, 2 — плита, 3 — прихват, 4 — ручка с эксцентриком, 5 — фреза, 6 — деталь, 7 — упор, 8 — копирные кромки
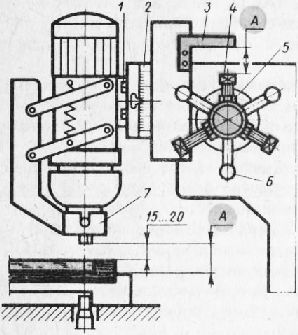
При переходе на другую форму контура детали достаточно поворотом рукоятки поднять направляющий палец так, чтобы он касался второй копирной кромки. Кроме того, изменить ширину и длину выбираемого паза можно, заменив направляющий палец. Для уменьшения размера обработки следует установить палец увеличенного диаметра, а для увеличения размера — малого диаметра. Стол устанавливают по высоте поворотом маховичка в зависимости от высоты заготовки с шаблоном. При верхнем положении суппорта расстояние от торца фрезы до поверхности заготовки должно быть 15…20 мм. После настройки положение стола фиксируют стопорным устройством. Настройка ограничителей хода суппорта показана на рис. 4. Винт-ограничитель регулируют по высоте на величину А так, чтобы при его касании с упором обеспечивалась требуемая глубина паза. Положение торцовой режущей кромки фрезы контролируют мерительным инструментом или измеряют глубину фрезерования в пробной детали. После регулировки ограничитель закрепляют гайкой. При многоступенчатой обработке одновременно регулируют несколько ограничителей, причем каждый из них настраивают на глубину фрезерования, соответствующую данной ступени. При дальнейшей переналадке подбирают требуемый ограничитель путем поворота головки рукояткой, что значительно сокращает время простоя станка.
Рис. 4. Настройка ограничителей хода суппорта фрезерного станка:
1,5 — гайки, 2 — шкала, 3 — упор, 4 — винт-ограничитель, 6 — рукоятка, 7 — ограждение
Если нужно фрезеровать в деталях пазы, стенки которых наклонены к рабочей поверхности стола, шпиндельную головку поворачивают на требуемый угол. Величину поворота отсчитывают по шкале. Затягивая гайки, фиксируют шпиндельную головку. Установив защитное ограждение, присоединяют вытяжной колпак к эксгаустерной сети и включают систему отсоса стружек. При обработке наружных контуров деталей к защитному устройству прикрепляют дополнительное ограждение, которое необходимо отрегулировать в зависимости от формы заготовки. После настройки станок включают и проверяют его работу на холостом ходу. При нормальном вращении шпинделя выполняют пробное фрезерование. Режим обработки на фрезерном станке выбирают в зависимости от диаметра инструмента и породы древесины. Однако усилие подачи не должно превышать 60 Н. Работа на станках. В зависимости от вида копировальных работ используют специальные приспособления и шаблоны. При обработке прямолинейных пазов, гнезд заготовку укладывают на стол станка и базируют по направляющей линейке. При ручной подаче должно обеспечиваться встречное фрезерование. Глубина фрезерования должна быть не более диаметра фрезы. Глубокие пазы лучше выбирать последовательно за несколько переходов. Это предотвратит поломку концевой фрезы и повысит качество обработки. При контурной обработке заготовку укладывают в шаблон, точно базируя ее по упорам, и надежно закрепляют зажимами. Необходимо следить за тем, чтобы между опорными поверхностями шаблона и заготовки не попадали стружки. Затем шаблон устанавливают на стол, базируя его копирной кромкой по направляющему пальцу и нажимают педаль подачи суппорта с фрезой. После заглубления фрезы подают шаблон с деталью на фрезу. Подача должна быть равномерной с непрерывным поджимом шаблона к направляющему пальцу. После выборки очередного паза переключают револьверную головку или поворачивают рукоятку копиркою пальца для изменения глубины фрезерования. Готовые детали открепляют и складывают в штабель. Если в процессе фрезерования шпиндель чрезмерно вибрирует, а на обработанных поверхностях детали появляются мшистость, ворсистость и заколы, инструмент следует заменить и отбалансировать. При недопустимом отклонении формы детали проверяют величину износа копирной кромки шаблона и направляющего пальца и устраняют неисправность. Реклама:Читать далее:Назначение шипорезных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|