|
|
Категория:
Фрезерные работы Торцовые фрезы предназначены для обработки плоскостей на вертикально- и горизонтально-фрезерных станках. Торцовые фрезы в отличие от цилиндрических имеют зубья, расположенные на цилиндрической поверхности и на торце. Торцовые фрезы делятся на насадные (ГОСТ 9304—69) с мелкими зубьями и крупными зубьями и насадные со вставными ножами по ГОСТ 1092—69. Основными размерами торцовых фрез являются диаметр D, длина фрезы L, диаметр отверстия d и число зубьев г. Торцовые фрезы по сравнению с цилиндрическими имеют ряд преимуществ, главными из которых являются: более жесткое крепление на оправке или шпинделе; более плавная работа большого числа одновременно работающих зубьев. Поэтому обработку плоскостей в большинстве случаев целесообразно производить торцовыми фрезами. Торцовые фрезы, как и цилиндрические, делятся на праворежущие и леворежущие.
Рис. 1. Лимб для отсчета перемещений
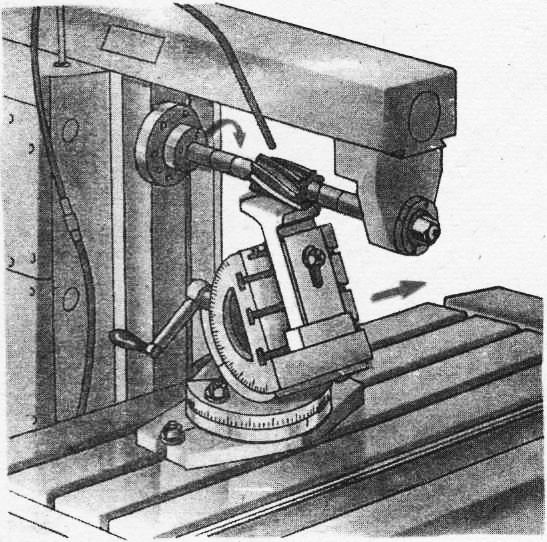
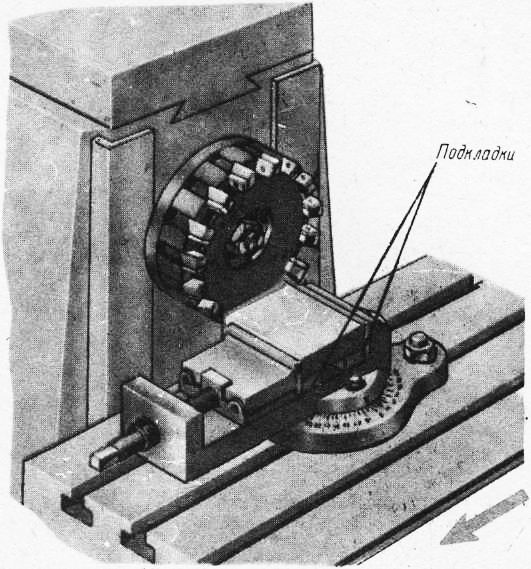
Рис. 2. Фрезерование наклонной плоскости на универсальной поворотной плите
Рис. 3. Направление вращения фрез
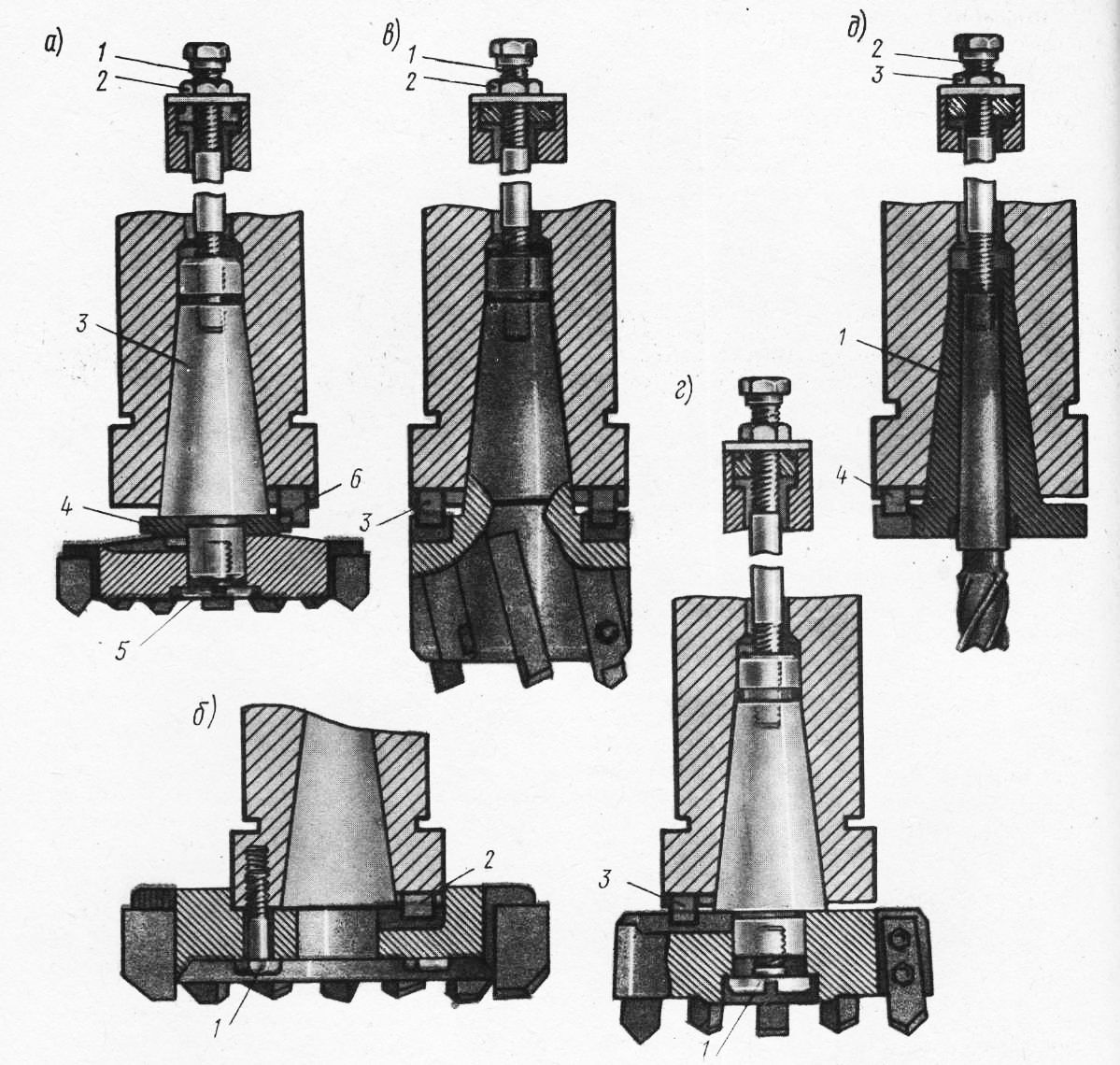
Праворежущими называют такие фрезы, которые при работе вращаются по часовой стрелке, а леворежущими — против часовой стрелки, если смотреть на фрезу или фрезерную головку сверху (при работе на вертикально-фрезерном станке). Широкое распространение получили торцовые фрезы, оснащенные пластинками твердых сплавов. Фрезерование плоскостей торцовыми твердосплавными фрезами является более производительным, чем фрезерование цилиндрическими фрезами. В последнее время большое распространение получили торцовые фрезы с неперетачиваемыми твердосплавными пластинками. Наладка станка для выполнения различных работ. При работе на вертикально- и горизонтально-фрезерных станках торцовыми фрезами наладка принципиально ничем не отличается от наладки горизонтально-фрезерного станка при работе цилиндрическими фрезами. Поэтому остановимся лишь на отличительных особенностях наладки при фрезеровании торцовыми фрезами. Установка и закрепление торцовых фрез на вертикально-фрезерных станках. В зависимости от вида применяемой фрезы крепление ее на вертикально-фрезерном станке может производиться несколькими способами. Торцовые фрезы, имеющие калиброванное сквозное отверстие, центрируются по цилиндрической части оправки, которая конусной частью устанавливается в конусное отверстие шпинделя и закрепляется в нее шомполом и гайкой. Базовый торец фрезы опирается на один из торцов переходного фланца, второй торец которою опирается на торец оправки. Шипы шпинделя б входят в пазы переходного фланца, а выступы фланца — в пазы фрезы, передавая крутящий момент от шпинделя фрезе. Фреза крепится на оправке винтом с помощью специального ключа. Торцовые фрезы, имеющие центрирующую выточку, устанавливают непосредственно на головку шпинделя й закрепляют на ней четырьмя винтами. Шипы шпинделя входят в пазы корпуса фрезы, передавая крутящий момент от шпинделя фрезе. Торцовые фрезы с конусным хвостовиком номинальным размером наибольшего диаметра конуса 0 59,85 мм и конусностью 7 :24, выполненным за одно целое с корпусом фрезы, вставляют в конусное отверстие шпинделя, закрепляют в нем шомполом и гайкой. Крутящий момент передается шипами, входящими в пазы корпуса фрезы.
Рис. 4. Установка и закрепление фрез на шпинделе станка
Торцовые фрезы, имеющие сквозное калиброванное отверстие и пазы в корпусе, по ширине соответствующие размерам шипов шпинделя, устанавливают на оправке, закрепленной в шпинделе станка. Фрезу закрепляют на оправке винтом. Крутящий момент передается шипами, входящими в пазы корпуса фрезы. Концевые фрезы, имеющие хвостовик с конусом Морзе и резьбовым отверстием, центрируют в переходной втулке, вставленной в конусное отверстие шпинделя, и крепят шомполом и гайкой. Шипы шпинделя входят в пазы переходной втулки, передавая крутящий момент от шпинделя фрезе. Выбор типа и размера фрезы. Стандартом предусмотрено, что у торцовых насадных фрез параметры определены однозначно, т. е. каждому диаметру торцовой фрезы соответствует определенное значение длины фрезы L, диаметра отверстия d и числа зубьев г. Для черновой обработки выбирают торцовые насадные фрезы со вставными ножами или с крупными зубьями. При чистовой обработке следует применять торцовые насадные фрезы с мелкими зубьями. Однако во всех случаях надо отдать предпочтение торцовым фрезам, оснащенным твердыми сплавами, так как машинное время обработки в этом случае значительно сокращается за счет увеличения скорости резания. При чистовом фрезеровании стали и чугуна твердосплавными фрезами для получения поверхности более высокого класса шероховатости подачи на зуб уменьшают, а скорость резания соответственно повышают в зависимости от марки обрабатываемого материала, марки твердого сплава и других условий обработки. Установка торцовой фрезы на глубину резания при работе на вертикально-фрезерном станке ничем не отличается от рассмотренного ранее случая установки цилиндрической фрезы на глубину резания. При фрезеровании торцовой фрезой на горизонтально-фрезерном станке применяют следующий порядок установки глубины фрезерования.
Рис. 5. Фрезерование торцов на горизонтально-фре-зерном станке
Включить станок и вращение шпинделя, рукоятками продольной, поперечной и вертикальной подач осторожно подвести заготовку к фрезе до легкого касания. Рукояткой продольной подачи вывести заготовку из-под фрезы, выключить вращение шпинделя. Рукояткой поперечной подачи переместить стол в поперечном направлении на величину, соответствующую глубине резания 3 мм. После установки фрезы на требуемую глубину резания застопорить консоль стола и салазки поперечной подачи, установить кулачки включения механиче-с ой подачи. Затем плавным вращением рукоятки продольной подачи стола подвести обрабатываемую заготовку к фрезе, не доводя до касания с ней, включить шпиндель, включить механическую подачу, профрезеровать плоскость, выключить станок и произвести измерение обработанной заготовки.
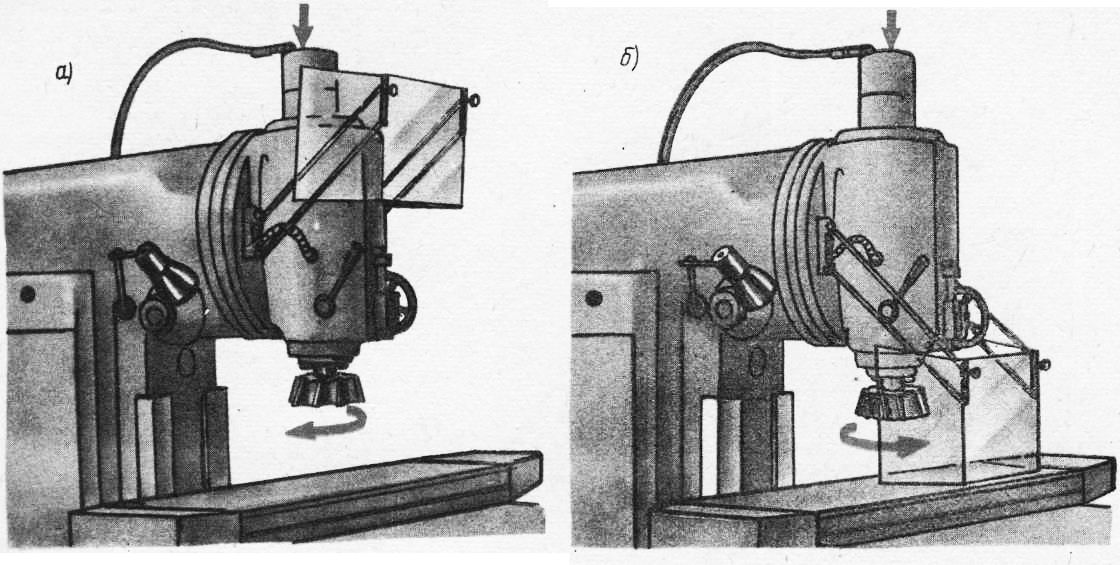
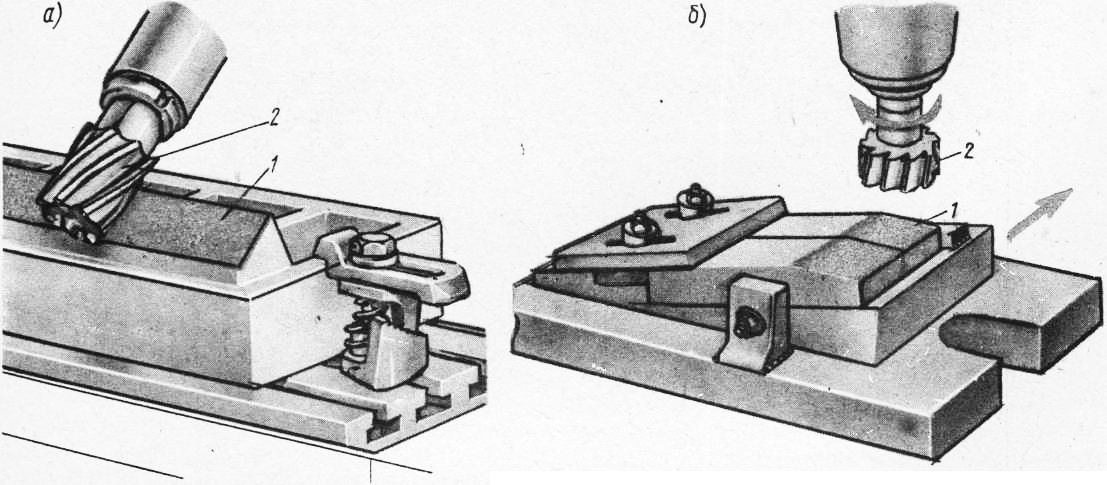
Рис. 6. Фрезерование наклонной плоскости торцовыми фрезами
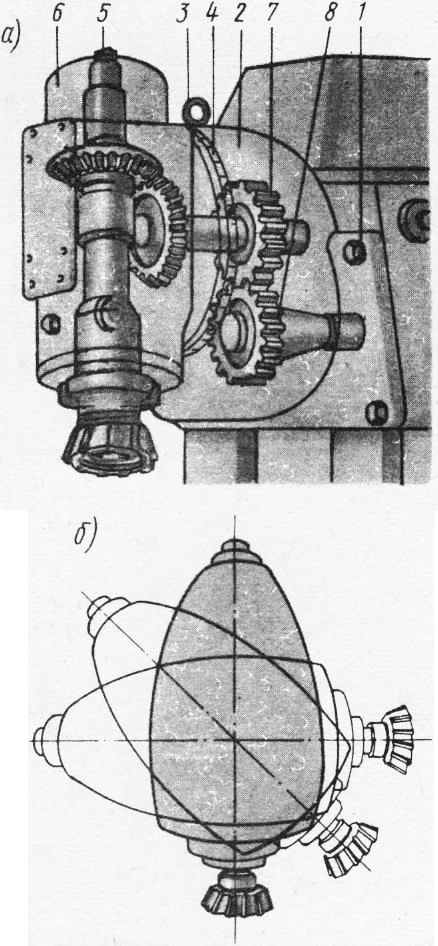
Рис. 7. Накладная вертикальная головка
При черновом фрезеровании особенно при работе с большими подачами торцовыми твердосплавными фрезами хрупких материалов, таких, как серый чугун, вывод фрезы из заготовки желательно производить при меньших подачах на зуб во избежание скалывания углов заготовки. При фрезеровании торцовыми твердосплавными фрезами с большими скоростями резания надо уделить внимание соблюдению правил техники безопасности. В таких случаях следует применять защитные экраны или защитные очки во избежание получения ожогов лица или повреждения глаз раскаленной стружкой. Фрезерование наклонных плоскостей и скосов. Наклонные плоскости и скосы можно фрезеровать торцовыми фрезами на вертикально-фрезерных станках, устанавливая заготовки под требуемым углом, как и при обработке цилиндрическими фрезами, применяя универсальные тиски, поворотные столы или специальные приспособления Фрезерование наклонных плоскостей и скосов торцовыми фрезами можно производить также поворотом шпинделя, а не заготовки. Это возможно на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости, например, как у станков 6P12, 6Р13, а также на широкоуниверсальных станках типа 6Р82Ш, у которых вертикальная головка имеет поворот в вертикальной и горизонтальной плоскостях. Наклонные плоскости и скосы можно фрезеровать торцовыми фрезами с помощью накладной вертикальной юловки, которая является специальной принадлежностью т оризон-тально-фрезерного станка. На рис. 7, а показана одна из конструкций накладной вертикальной головки, а на рис. 7, 6 — различные положения шпинделя. Корпус накладной головки установлен на вертикальных направляющих станины станка и закреплен болтами. Шпиндель вращается в поворотной части головки. Освободив болты, соединяющие поворотную часть головки с корпусом, шпиндель можно повернуть в вертикальной плоскости и под любым углом по шкале. Кольцо служит для съема головки. Вращение от шпинделя станка к шпинделю головки передается при помощи пары цилиндрических зубчатых колес. Колесо конусным хвостовиком насаживают на шпиндель горизонтально-фрезерного станка, оно передает вращение от шпинделя станка колесу, а затем через пару конических колес шпинделю накладной вертикальной головки. В коническое отверстие шпинделя устанавливают фрезу. С помощью пары конических зубчатых колес шпиндель накладной головки можно повернуть вокруг шпинделя станка на 360°, а следовательно, установить фрезу под любым углом к плоскости стола. Наличие накладной вертикальной головки значительно расширяет технологические возможности горизонтально-фрезерных станков. Проверка биения торцовых фрез. Схема проверки биения зубьев торцовых фрез аналогична рассмотренной ранее. Реклама:Читать далее:Фрезерование плоскостей ротационными фрезамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|