|
|
Категория:
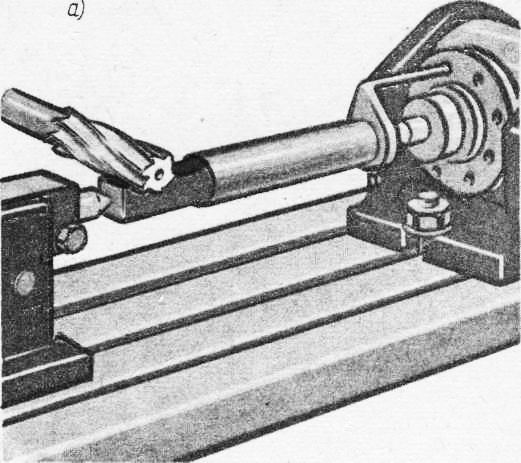
Фрезерные работы В этом виде фрезерных работ, помимо операции деления, важным фактором является правильная установка фрезы относительно заготовки. В качестве примера рассмотрим установку одноугловой фрезы для прорезания прямой стружечной канавки режущего инструмента (концевая фреза, развертка, зенкер и др.). При этом требуется, чтобы фреза была углублена в тело заготовки на величину у и смещена вправо от вертикальной оси заготовки на величину х. Установка начинается с того, что фреза торцом соприкасается с вертикальной полкой угольника, которая в свою очередь должна иметь касание с заготовкой. Затем перемещением поперечных салазок вправо на величину радиуса заготовки R приводят торец фрезы в вертикальную диаметральную плоскость заготовки. После этого, включив вращение фрезы, поднимают стол станка до тех пор, пока на поверхности заготовки не появится едва заметный след от зубьев фрезы. Затем продольным перемещением стола выводят фрезы за пределы заготовки и производят поперечное и вертикальное перемещения стола с заготовкой соответст венно на величины х и у. Установка фрезы в вертикальной диаметральной плоскости может быть осуществлена специальным цент-роискателем без угольника.
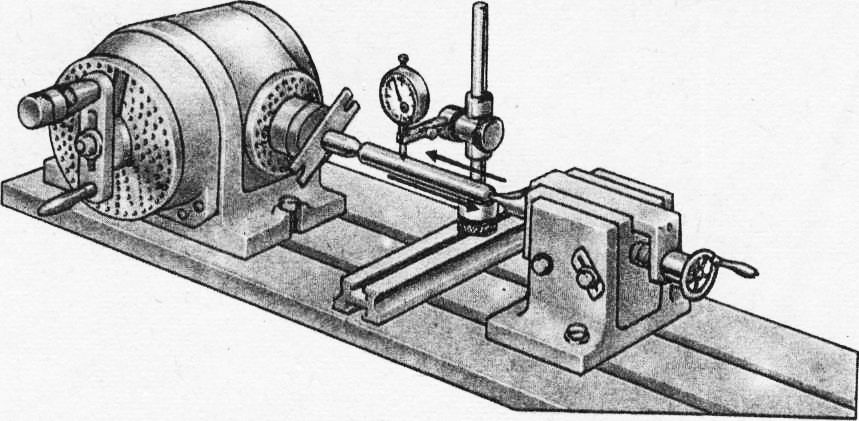
Рис. 1. Проверка установки делительной головки и задней бабки
Рис. 2. Фрезерование квадрата
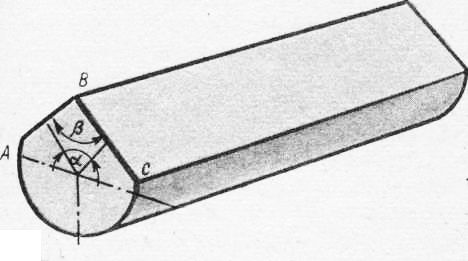
Рис. 3 Определение угла поворота делительной головки
Обычно задается угол а между осями канавок или число канавок. Если задан шаг Р между осями канавок, измеренный по окружности диаметра D, то частота вращения п рукоятки делительной головки с характеристикой
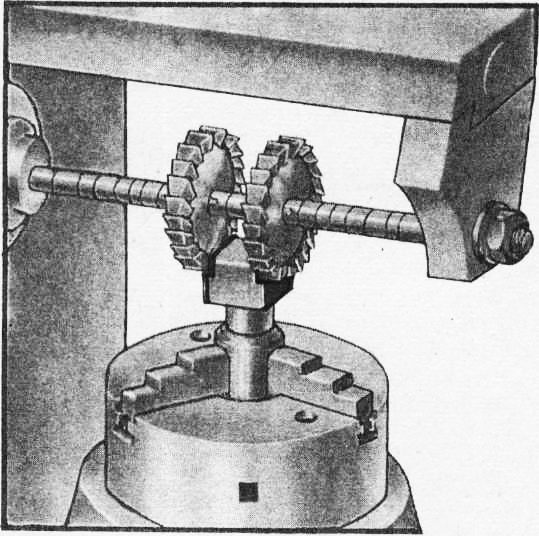
Рис. 4. Схема фрезерования граней головки винта набором фрез
Перед каждым делением необходимо освободить шпиндель делительной головки, а после каждого деления закрепить его. Нарезание шлицев производят обычно на шлицефрезерных или зуборезных станках шли-цевыми червячными фрезами, работающими по методу обката (без делительных головок). Шлицы на валах можно профрезеровать на горизонтально- или продольно-фрезерных станках дисковыми фрезами с применением делительных головок. Заготовку в этом случае устанавливают в центрах делительной головки и задней бабки. После фрезерования одной канавки заготовка поворачивается на 1/2 оборота, где z — число шлицев. Фрезерование прямозубых шлицев может быть осуществлено фасонными фрезами, профиль которых соответствует профилю впадины между шлицами. Иногда чистовое фрезерование боковых поверхностей шлицев производят на тех же станках специальными фрезами, оснащенными твердым сплавом. Применяют и другие схемы фрезерования шлицев (набором двух дисковых фрез одновременно двух канавок и др.). Виды брака при фрезеровании канавок на цилиндрических поверхностях Реклама:Читать далее:Фрезерование пазов и шлицев на торцовых поверхностяхСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|