|
|
Категория:
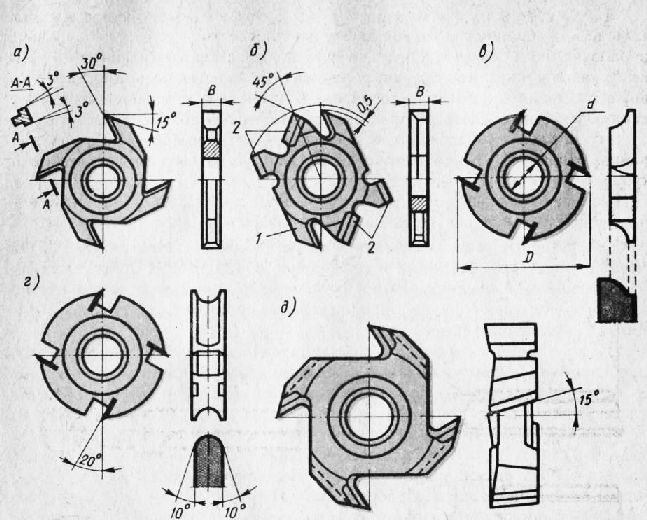
Деревообрабатывающие станки На фрезерных станках с нижним расположением шпинделя используют насадные пазовые, фасонные и цилиндрические фрезы. В станках с верхним расположением шпинделя преимущественно применяют концевые фрезы. По конструкции фрезы бывают цельные, сборные со вставными резцами, а также составные. Цельные пазовые фрезы предназначены для фрезерования продольных и поперечных, пазов в деталях. Фрезы изготовляют целиком из легированной инструментальной стали или оснащают зубья пластинами из твердого сплава. Пазовая фреза для фрезерования пазов вдоль волокон древесины показана на рис. 1, а. Для улучшения условий резания боковые режущие кромки зубьев имеют задний угол 3°. Пазовая фреза для фрезерования пазов поперек волокон и обработки проушин (рис. 1, б) кроме основных зубьев, формирующих ширину В паза, имеет с двух сторон подрезающие зубья с передним углом 45°. Подрезающие зубья выступают над окружностью резания основных зубьев на 0,5 мм и предназначены для предотвращения сколов. Пазовые фрезы делают шириной 4…20 мм. Внешний диаметр цельных пазовых фрез 80, 100, 125, 160 и 180 мм. Фрезы затачивают по задней грани и их зубья после заточки принимают остроконечную форму. Цельные фасонные фрезы предназначены для профильного фрезерования деталей. На рис. 1, в, г. показаны конструкции фасонных фрез, зубья которых оснащены пластинами из твердого сплава. Зубья фрез затачивают пег передней грани. Лезвия по форме выполнены так, что профиль изделия (см. рис. 1, г) после фрезерования отличается от формы правильных полуокружностей. Такое исполнение фрез необходимо для того, чтобы исключить трение боковых поверхностей зубьев о плоскость, нормальную к оси вращения фрезы. Искажение геометрии обрабатываемой поверхности детали незначительно и вполне допустимо. Диаметры посадочного отверстия d у фрез составляют 22, 27 и 32 мм, что в большинстве случаев совпадает с соответствующими размерами оправок фрезерных станков. Внешний диаметр D фасонных фрез 80, 100 и 125 мм. Фреза для фрезерования фальца показана на рис. 1, д. Остроконечные зубья фрезы оснащены пластинами из твердого сплава и имеют угол наклона режущих кромок к оси фрезы 15°. Пластины из твердого сплава припаивают как по передней, так и по задней граням. При расположении пластин под углом к оси вращения обеспечивается качественная обработка кромок щитов, облицованных шпоном, пластиками и другими материалами. Наклон режущей кромки выбирают таким образом, чтобы осевая составляющая силы резания была направлена на массив древесины и прижимала облицовочный материал к основе детали.
Рис. 1. Насадные цельные фрезы: для фрезерования поперек волокон
а — пазовая для фрезерования вдоль волокон, б — пазовая, в, г — фасонные для профильного фрезерования, д — для фрезерования фальца и кромки облицованных деталей; 1 — основной зуб, 2 — подрезающие зубья
Цельные фрезы могут входить также в наборы составных фрез для получения различных профилей. Сборные дисковые пазов ые фрезы применяют для фрезерования шипов и проушин на концах брусковых деталей. Фреза содержит вставные ножи, укрепляемые в клиновых пазах корпуса распорными винтами. Внешний диаметр фрез 200, 250, 320 и 360 мм. Ножи изготовляют из стали или оснащают пластинами из твердого сплава. Ножи делают длиной 50 мм и шириной 8, 12, 16 и 20 мм. Для сокращения типоразмеров следует использовать регулируемые пазовые фрезы. Сдвигая и раздвигая две фрезы до определенного предела на специальной установочной головке, за счет перекрытия кромок можно одной фрезой выбирать различные пазы. В зависимости от размеров режущих частей зубьев ширину паза можно регулировать бесступенчато в следующих пределах: 4…7,5; 6…11,5 и 7…13,5 мм. Цилиндрические фрезы со вставными ножами, посаженные на шпиндель, используют для плоскостной или криволинейной обработки по контуру. Режущие кромки ножей прямолинейные. Фрезы выпускают в двух исполнения: исполнение А — с плоскими стальными ножами длиной 40…200 мм; исполнение Б — с ножами, оснащенными пластинами из твердого сплава. Внешний диаметр фрез 80… 180 мм. Концевые фрезы используют для фрезерно-копировальных работ, обработки криволинейных вогнутых и выпуклых профильных контуров. Различают цельные и сборные концевые фрезы. Цельные цилиндрические фрезы бывают однорезцовые незатылованные (рис. 2, а) и затылованные (рис. 2, б) для фрезерования по контуру, а также двухрезцовые (рис. 2, в) для выборки гнезд. Концевые фрезы изготовляют диаметром 3…25 мм из легированной стали.
Рис. 2. Концевые фрезы:
а — незатылованная однорезцовая для фрезерования по контуру, б — затылованная для фрезерования по контуру, в - затылованная двухрезцовая для выборки гнезд, г — незатылованная с припаянными пластинами из твердого сплава, д — фасонная для скругление кромок
Для фрезерования древесностружечных плит или деталей, облицованных пластиками, используют концевые фрезы, оснащенные пластинами из твердого сплава (рис. 2, г), Цельные фасонные фрезы предназначены для фрезерования криволинейных вогнутых и выпуклых профильных контуров. На рис. 2, д показана концевая фасонная фреза для закругления по радиусу кромок детали. Концевые сборные фрезы имеют сменные ножи или неперетачи-ваемые пластины из твердого сплава. Крепление ножей в корпусе фрезы аналогично креплению в насадных сборных фрезах. На фрезерном копировальном станке можно использовать составные фрезы из концевой и дисковой фрез, а также нормальные спиральные сверла. На фрезерных карусельных станках применяют насадные сборные фрезы. Реклама:Читать далее:Фрезерные станки с нижним расположением шпинделяСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|