|
|
Категория:
Пайка Гальваническое лужение применяют широко, так как оно обеспечивает высокую прочность сцепления покрытия с основным металлом, позволяет получать равномерную и любую заданную толщину покрытия даже на деталях сложного профиля, а также малую пористость покрытия. Гальваническое лужение осуществляют двумя способами: в кислых и щелочных электролитах. Лужение в кислых электролитах. Кислые электролиты имеют следующие достоинства: высокий выход металла по току, дешевизна и безвредность. Недостатком кислых электролитов является их низкая рассеивающая способность, что ограничивает область их применения только для лужения изделий простой конфигурации: листов, полос и проволоки. Ниже приведены состав и некоторые свойства кислого электролита для лужения оловом изделий, предназначенных для приготовления и хранения пищи. Фенол и крезол предупреждают появление наростов олова на краях изделий, клей способствует получению мелкокристаллической структуры оловянного покрытия. Для лужения оловянно-свинцовым припоем ПОС 30 или ПОС 40 деталей перед пайкой в радио- и электротехнике применяют кислый электролит, состав и некоторые свойства которого приведены ниже. При этом аноды применяют из припоя ПОС 30 или ПОС 40. Лужение в щелочных электролитах. Щелочные электролиты благодаря высокой рассеивающей способности пригодны для покрытия изделий сложной формы. Покрытие поучается мелкокристаллическим, достаточно плотным. Большим преимуществом щелочных электролитов является возможность применения стальных ванн без облицовки стойкими по отношению к действию щелочей материалами. Недостатком щелочных электролитов являются низкий выход металла по току, низкая плотность тока, более сложное оборудование (подогрев, вентиляция). Ниже приведены состав и некоторые свойства щелочного электролита для лужения.
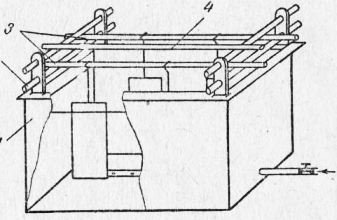
Рис. 1. Ванна для лужения в кислом электролите Подогрев электролита для поддержания рабочей температуры осуществляется посредством парового змеевика, расположенного на дне ванны. Так как во время работы происходит значительное газовыделение, ванну оборудуют вытяжной вентиляцией. Оборудование для гальванического лужения. Гальваническое лужение осуществляется в стационарных ванных или во вращающихся ваннах-колоколах. Стационарные ванны подразделяются на два вида — с использованием кислых и Щелочных электролитов. Их изготовляют из листовой стали толщиной 4—8 мм. Размеры ванн зависят от габаритов и количества обрабатываемых деталей. Ванна для кислых электролитов изображена на рис. 1. Она состоит из стального корпуса, штангодержателей, двух анодных штанг, катодной штанги. На анодные штанги подвешивают оловянные аноды в форме пластин. На катодную штангу подвешивают детали, подлежащие гальваническому лужению. Для кислых электролитов внутреннюю часть ванны футеруют винипластом, полихлорвиниловым пластикатом, резиной или другими кислотоупорными материалами. Ванна для щелочных электролитов по своей конструкции аналогична ванне для кислых электролитов. Однако внутреннюю часть ванны не облицовывают химически стойкими материалами.
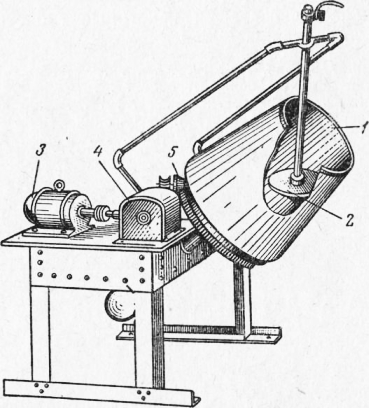
Рис. 22. Ванна колокольного типа для гальванического лужения Ванны колокольного типа применяют для гальванического лужения мелких деталей в кислых электролитах. Стальной корпус внутри покрыт резиной или термопластиком. На дне ванны уложены медные контактные пластины, служащие катодом ванны. Анодная пластина вводится в ванну при помощи штанги, укрепленной на верхней части конструкции. Ванна вращается вокруг своей оси через зубчатое зацепление, червячный редуктор электродвигателем. Реклама:Читать далее:Оплавление луженых деталей в нагретом глицеринеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|