|
|
Категория:
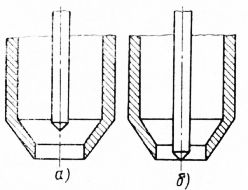
Алюминиевые сплавы Далее: Гибка алюминиевых сплавов В ряде случаев целесообразно применять и другие виды резки алюминиевых сплавов. При изготовлении деталей с криволинейными контурами стальных конструкций широко применяют кислородно-ацетиленовую, а также дуговую резку обычным обмазанным электродом. Однако алюминиевые сплавы плохо поддаются резке кислородно-ацетиленовым пламенем. Неудовлетворительное качество реза получается также при дуговой резке стальным электродом: получаются большие натеки и слишком широкий неровный рез, требующий последующей механической обработки. В 1958 г. ВНИИАвтогеном предложен способ газодуговой резки алюминиевых сплавов, который широко внедряется в промышленности. Этот метод резки наиболее целесообразен при (Криволинейных резах деталей большой толщины. Процесс основан на проплавлении металла сосредоточенным пламенем электрического дугового разряда. Дуговой разряд происходит между не-плавящимся (вольфрамовым) электродом и разрезаемым листом в газовой смеси аргона и водорода. Смесь аргона (75%) и водорода (25%), проходя через сопло, суживает столб дуги и тем самым концентрирует ее тепло. Расплавленный металл удаляется газовым потоком аргоно-водородной смеси. Назначение аргона при резке такое же, как и при сварке,— защищать расплавленный ме талл от воздействия воздуха. Назначение водорода — способствовать переносу тепла от электрической дуги к разрезаемому металлу. Водород способствует также образованию легко отделяемых окислов. Большое влияние на качество резки оказывает степень сужения столба дуги, зависящая от геометрии выходных каналов газового сопла и расположения в них вольфрамового электрода. Газодуговая резка разделяется на ручную и механизированную. Для прямолинейной резки листов целесообразно применять механизированную резку, а для криволинейных контуров и вырезки отверстий в листовых конструкциях можно применять ручную газодуговую резку. Резка с помощью ручных резаков в принципе аналогична механизированной резке, но в первом случае применяют пониженные режимы резки и аргоно-водородную смесь с меньшим содержанием водорода. На рис. 1 показаны правильная и неправильная установки электрода относительно мундштука. Чтобы обеспечить сужение столба дуги, вольфрамовый электрод должен быть поднят выше горлового отверстия мундштука (сопла). Ширина реза зависит от толщины разрезаемого материала и получается неодинаковой по высоте: у верхней кро’мки листа уже, чем у нижней.
Рис. 1. Расположение вольфрамового электрода относительно мундштука: В настоящее время процесс дуговой резки в среде аргоно-водородной смеси вольфрамовым электродом является более производительным по сравнению с другими процессами дуговой резки. Привлекает к себе внимание также использование плазменной дуги, обладающей чрезвычайно высокой температурой (15000—18000 °С и выше).
Рис. 2. Установка типа УДР для механизированной газодуговой резки алюминиевых сплавов Оборудование и инструмент для газодуговой резки. Ручная резка осуществляется с помощью установок РДМ-1-60 конструкции ВНИИАвтогена, ЭДР-60 конструкции ЦНИИТС и др. Механизированная прямилинейная резка может быть произведена на установках типа УДР и др. В качестве стационарной установки можно использовать газорезательную машину типа СГУ (конструкции ВНИИАвтогена), оборудованную устройством для электродуговой резки. Для резки в среде защитных газов следует применять источники питания постоянного тока 500—600 а с напряжением холостого хода не менее 75 в (преобразователи типа ПС-500. При резке деталей большой тол-щпны возможно последовательное соединение двух одинаковых преобразователей. Для резки применяют чистый аргон 1 и 2-го составов по ГОСТу 10157—62 и водород по ГОСТу 3022—61. Ввиду того, что электроды в мундштуках утоплены внутри и не касаются изделия, необходимы специальные приемы зажигания электрической дуги. В автоматической установке типа КДР-1-57 конструкции ВНИИАвтогена зажигание основной дуги производится с помощью вспомогательной дуги, возбуждаемой между электродом и мундштуком.
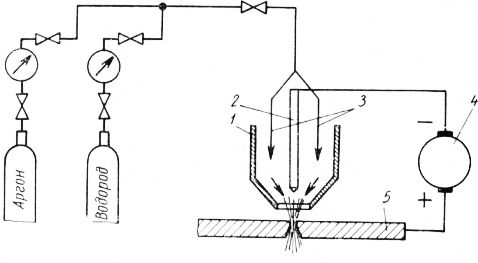
Рис. 3. Принципиальная схема газодуговой резки алюминиевых сплавов: На рис. 3 приведена простейшая принципиальная схема газодуговой резки. Газовые магистрали должны быть снабжены измерительными приборами (манометрами, ротаметром с таблицами расхода) и камерой-смесителем. Реклама:Читать далее:Гибка алюминиевых сплавовСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|