|
|
Категория:
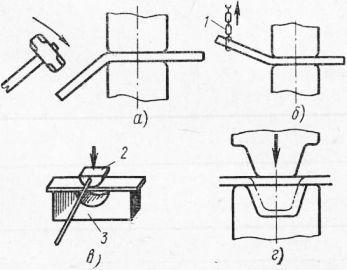
Ковка на молотах и прессах Гибка — образование или изменение углов между частями поковки, а также придание ей криволинейной формы. Способы гибки на молотах и прессах разнообразны. Гибку осуществляют кувалдой, краном, при помощи различных опор,подкладных гибочных штампов и приспособлений. Поскольку гибка не требует приложения больших усилий, ее часто выполняют при температурах 850—950 °С.
Рис. 1. Способы гибки: Круглое сечение заготовки превращается в овальное, квадратное — в трапецеидальное и т. д. Происходит это в следствии того, что волокна металла, расположенные по внутренней части угла, испытывают сжатие. Слои металла, находящиеся во внешней зоне изгибаемой заготовки, испытывают напряжения и деформации растяжения, следовательно, где-то в заготовке или поковке находится слой, который не испытывает ни растяжения, ни сжатия. Такой слой называют нейтральным, он расположен не по центру толщины заготовки, а несколько смещен в сторону сжатой зоны. В связи с растяжением части заготовки в растянутой зоне образуется утяжина, а в некоторых случаях может появиться и трещина. Во внутренней зоне волокна металла испытывают напряжения и деформации сжатия, в связи с чем в этой зоне могут образоваться складки.
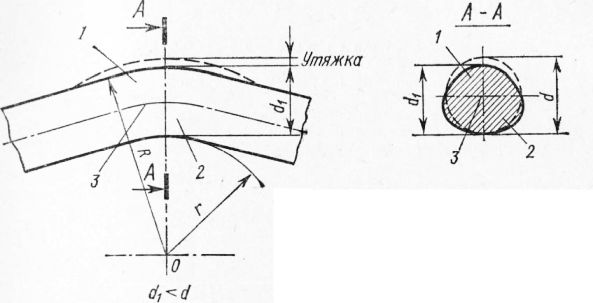
Рис. 2. Искажение формы поперечного сечения заготовки при гибке: С целью исключения образования утяжины при гибке прямоугольной заготовки на ней до гибки оставляют утолщение, которое может быть получено, например, протяжкой концов заготовки. Искаженную форму поперечного сечения в зоне гибки частично исправляют после гибки правкой. Если внутренний радиус угла больше 0,5 толщины заготовки из полосы, то ее длину рассчитывают по средней линии поковки. Если этот радиус меньше 0,5 толщины заготовки, то ее длину определяют как сумму длин прямолинейных участков поковки с добавлением по 0,25 олщины заготовки на каждый изгиб.
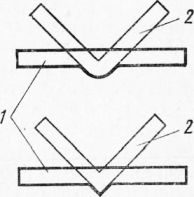
Рис. 3. Утолщенные для предотвращения образования утяжины при гибке заготовки и согнутые заготовки Виды брака при гибке: утяжииы, трещины и нарушение размеров. Утяжина появляется из-за неправильной подготовки заготовки к гибке, трещины могут появиться вследствие недостаточных пластичности и температуры нагрева металла, а также при быстром охлаждении металла. При неправильном расчете длины исходной заготовки после гибки она может оказаться короче или длиннее требуемой по чертежу. Реклама:Читать далее:Надрубка, сбивка углов, скручиваниеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|