|
|
Категория:
Алюминиевые сплавы Далее: Гофрирование Применение гнутых элементов и штампованных деталей из листа, проектирующееся при изготовлении стальных конструкций, становится необходимым при изготовлении конструкций из алюминиевых сплавов. Известно, что алюминиевые сплавы обладают повышенной деформационной способностью, поэтому сварные конструкции из них желательно выполнять с максимальным применением гнутых и гофрированных элементов с целью уменьшения количества деталей, сварных швов и объема наплавленного металла. С уменьшением объема даплавленного металла в конструкциях уменьшается коробление от сварки и, как следствие, уменьшается объем необходимой правки, снижается трудоемкость и себестоимость металлоконструкций. Последнее особенно важно в металлоконструкциях из алюминиевых сплавов, где стоимость применяемого материала еще высока и поэтому применение гнутых элементов и профилей для ряда крановых конструкций крайне желательно. Холодная гибка деталей из алюминиевых сплавов является распространенной операцией и проверена на практике во многих отраслях промышленности. При конструировании и производстве гнутых деталей необходимо иметь в виду следующее: При холодной гибке прессованных профилей из сплавов АМг5В и АМгб необходимо придерживаться следующих рекомендаций: Эти радиусы можно уменьшить при условии тщательной обработки кромок листов в области гиба. Практические рекомендации по уменьшению радиусов гиба при холодной гибке листов на угол 90° следующие. Режущие кромки гильотинных ножей при резке заготовок должны быть острыми, без зазубрин и установлены с соблюдением рекомендованных зазоров между ними. Заусенцы на кромках должны быть зачищены. Желательно, чтобы сторона листа, где находились заусенцы во время гибки, находилась изнутри гиба, т. е. в зоне сжатия волокон.
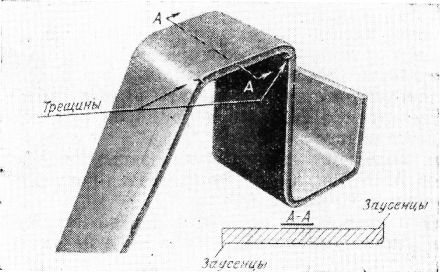
Рис. 1. Гнутая полоса из сплава ;АМг6 с трещинами, образовавшимися во время гибки При необходимости получения радиуса гиба, значительно меньше рекомендованного в табл. 26, следует предварительно производить закругление кромок листов под радиус, равный 0,3—0,5 толщины металла. Необработанные, без закруглений торцы листов в области гиба при малых радиусах вызывают появление сквозных трещин длиной до 50—60 мм вдоль линии гиба. На рис. 1 изображена полоса толщиной 6 мм из сплава АМгб с трещинами у кромки со стороны заусенцев, расположенных снаружи гиба. Изнутри гиба, т. е. со стороны пуансона, трещины отсутствуют. При выполнении же закругленных кромок, как рекомендовано выше, получаются качественные гнутые профили даже в ‘случае расположения линии гиба вдоль прокатки. На рис. 2 показаны гнутые профили, примененные для главных балок 5-тонного мостового электрического крана пролетом 9,015 м, изготовленные из листа толщиной 6 мм из сплава АМг6. Радиусы гиба равны 14—15 мм, изгиб удалось получить без трещин, применяя закругление кромок торцов листа в зоне гиба радиусом 2—3 мм на участке 3—4 радиусов гиба. Гнутые профили следует применять только в тех случаях, когда невозможно или нецелесообразно использовать прессованные, стоимость которых ниже. Однако отечественная промышленность почти не изготовляет прессованных профилей, диаметр описанной окружности которых превышал бы 530 мм, поэтому для деталей больших габаритов необходимо применять гнутые профили.
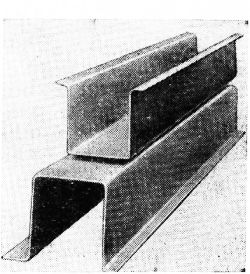
Рис. 2. Гнутые профили с радиусом агиба 14—15 мм При изготовлении гнутых деталей небольшими партиями или при единичном производстве, когда невыгодно применять при гибке упоры, рекомендуется пользоваться для обеспечения точности и большей производительности гибки простейшими шаблонами. Шаблоны могут быть изготовлены из тонколистового железа и позволяют получить с достаточной точностью совпадение линии гиба детали с центром матрицы и пуансона. Изготовление шаблонов для гибки не представляет затруднений.
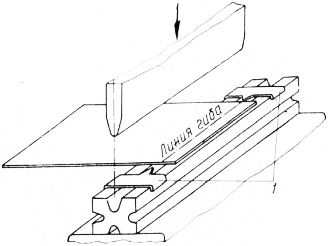
Рис. 3. Применение шаблонов (1) при гибке листов на прессах Реклама:Читать далее:ГофрированиеСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|