|
|
Категория:
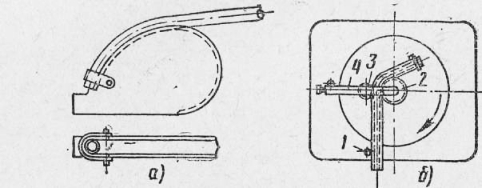
Гибка и правка металла Далее: Навивка пружин Гибка труб. Существует много способов гибки труб. Для этой операции применяют различные приспособления, а также механические трубогибочные станки. Гнуть трубы можно в холодном и горячем состоянии. Чтобы при гибке не помять трубу, ее предварительно набивают наполнителем (песком) или заливают расплавленной канифолью. Трубы с наполнителем обычно гнут на стальных оправках, шаблонах и роликовых приспособлениях. Гибка труб в холодном состоянии производится с наполнителями или без них, а в нагретом состоянии — преимущественно с наполнителями. Трубы небольшого диаметра (примерно до 20 мм) при Радиусе загиба до 50 мм можно гнуть в холодном состоянии без наполнителей. На рис. 1, а показана гибка трубы по кривой большого радиуса в холодном состоянии с наполнителями при помощи шаблона, а на рис. 89,6—при помощи роликового приспособления. В этом случае гибка производится между гибочным и нажимным роликами. Радиус и угол загиба зависит от диаметра гибочного ролика. Гибку трубы холодным способом с наполнителем-песком осуществляют следующим образом:
Рис. 1. Гибка трубы:
а — по шаблону, 6 — при помощи роликового приспособления: 1 —упор для трубы, 2 — неподвижный гибочный ролик, 3 — подвижный нажимной ролик, 4 — ручка приспособления
После этого трубу снимают, вынимают пробки и высыпают песок. При гибке трубы горячим способом на роликовом приспособлении-подготовительные операции (изготовление пробок, их забивка в отверстия трубы, наполнение трубы песком) выполняют так же, как в предыдущем случае. Необходимо только в пробках проделать небольшие сквозные отверстия для выхода газов при нагреве. Сняв трубу с приспособления, дают ей остыть, затем вынимают из отверстий пробки и высыпают песок. Во время нагрева трубы в горне надо наблюдать за тем, чтобы нагревалась только размеченная часть. Нагревание продолжают до тех пор, пока не прокалится в трубе песок, иначе она быстро остынет и гибку не удастся закончить за один нагрев.
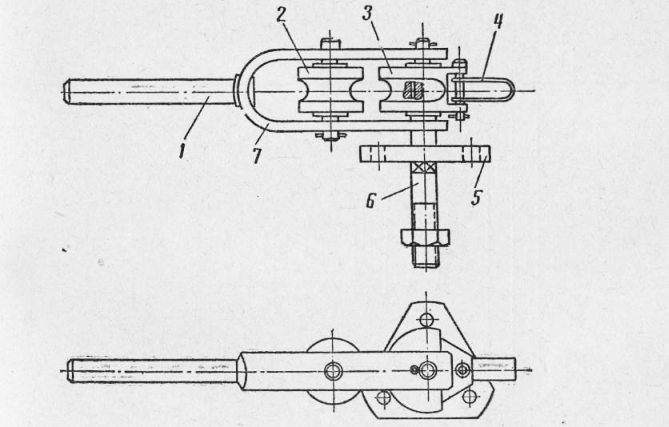
Рис. 2. Приспособление для гибки труб
Ручной станок для гибки труб. Гибка труб без нагрева производится на ручных и приводных трубогибочных станках разных типов. На рис. 2. показано приспособление для гибки труб. Оно имеет опорную планку, с помощью которой крепится болтами к верстаку. Рабочими органами приспособления являются неподвижный ролик с хомутиком, укрепленный на стержне„ скоба. подвижной ролик и рукоятка. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу вокруг оси неподвижного ролика до получения требуемого изгиба, возвращают скобу в исходное положение и вынимают трубу.
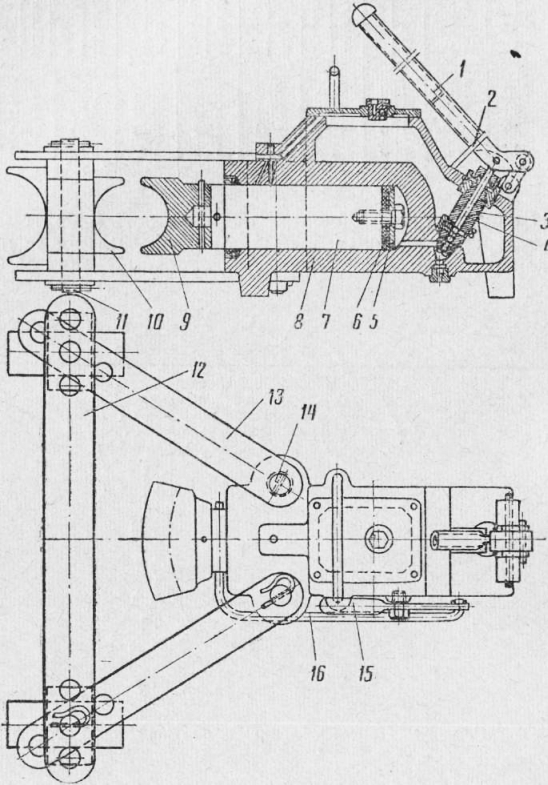
Рис. 3. Гидравлический пресс для гибки труб в холодном состоянии
Гидравлический пресс для гибки труб. На рис. 3 показан гидравлический пресс, с помощью которого можно изгибать трубы диаметром до 108 мм без набивки песком в холодном состоянии, В корпусе пресса перемещается плунжер с сменным сегментом на одном конце и уплотнительной шайбой 6 с манжетой на другом, Рабочая жидкость (масло) нагнетается из камеры в корпус под плунжер ручным насосом. Насос состоит из цилиндра, плунжера и рукоятки. Боковые планки прикрепляются к проушинам корпуса осями, а к ним при помощи осей прикрепляются две опоры для труб и две поперечные планки. Сегмент и опоры для труб сменные; они подбираются в зависимости от диаметра изгибаемой трубы.
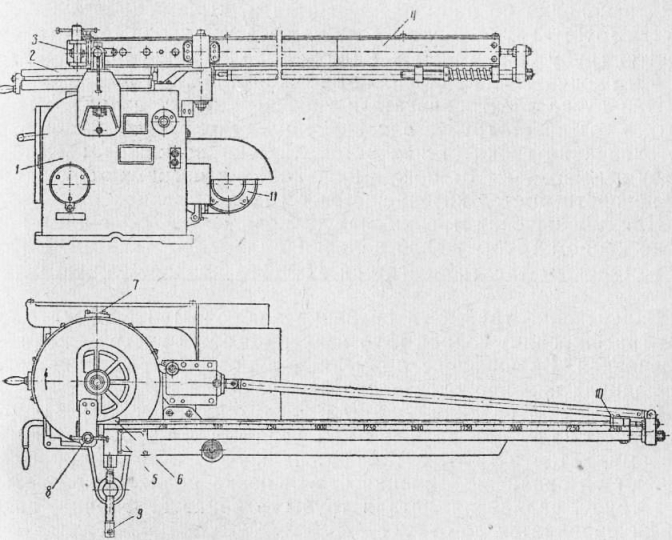
Рис. 4. Трубогибочный станок С-240
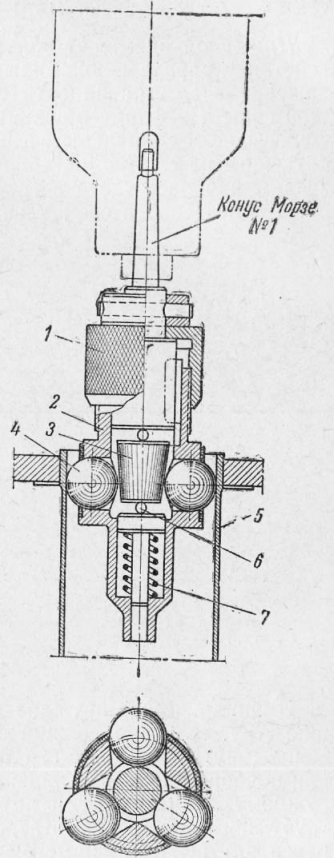
Трубу укладывают на опоры, и насосом нагнетают, масло под плунжер, создавая необходимое усилие для гибки. Тяга и рычаг обеспечивают возвращение плунжера в исходное положение. Плунжер насоса при отведенной в сторону упорной планке опускается до конца вниз, приводит в действие шариковый клапан и дает возможность маслу перейти из цилиндра насоса в камеру. Трубогибочный станок С-240. Станок (рис. 4) предназначен для гибки труб диаметром от 1 до 2,5” под углом до 180° в холодном состоянии без набивки песком. Основными частями станка являются станина, поворотный стол с гибочным роликом, поворотная штанга с укрепленной на ней опорной колодкой и сменной оправкой на штанге, предупреждающей получение складок или овальности трубы при изгибе. Гибка труб производится при помощи роликов, укрепляемых на поворотной штанге. Для каждого диаметра труб подбираются особые ролик и колодка. Включается станок кнопочным пускателем, а выключается автоматически после окончания загиба трубы. Величину угла загиба определяют положением упора. При гибке трубу заправляют в станок между желобом ролика и колодки по направлению штанги, чтобы оправка вошла внутрь трубы. Труба торцом должна касаться упора. Установленную трубу поджимают к ролику колодкой при помощи ручки и окончательно закрепляют ручкой прижима. При пуске электродвигателя гибочный ролик начинает вращаться, изгибает трубу, одновременно стягивая ее с оправки. По окончании гибки станок автоматически прекращает работу, трубу освобождают от прижимной колодки и снимают со станка, поворотный стол возвращается в исходное положение. Для уменьшения трения между колодкой и сходящим при гибке концом трубы желоб колодки смазывают тавотом. Работает станок от электродвигателя через клиноременную передачу. Вальцевание труб. Эта операция заключается в раскатывании (расширении) концов труб изнутри особым инструментом — вальцовкой. Вальцевание применяют с целью укрепления труб во фланцах паропроводов и для других целей. Процесс вальцевания состоит в следующем. На конец трубы надевают фланец с выточенными в его отверстии канавками, здтем в трубу вставляют вальцовку с роликами и сообщают ей вращение. Вращаясь, вальцовка роликами раскатывает трубу, вдавливая металл трубы в канавки фланца, пока они не заполнятся до отказа. Вальцовка имеет три ролика (с очень небольшой конусностью) и конус скрытый внутри нее. Вставив вальцовку в трубу, ее прижимают к стенкам трубы с определенным усилием, действуя шестигранной гайкой червяка. Установленную вальцовку начинают вращать воротком за квадратную головку центрального стержня, заставляя ролики раскатывать металл трубы. Вращение сначала идет туго, но по мере развальцовывания оно становится все более свободным. Тогда снова подкручивают шестигранную гайку, углубляя конус в трубу, и продолжают вальцевание. Так повторяют до тех пор, пока металл трубы не заполнит канавки в отверстии фланца. Механизация развальцовки труб. Развальцовка труб значительно облегчается применением приспособления, приводимого в движение электрической или пневматической сверлильной машинкой. В основном это приспособление такое же, как и для ручной развальцовки. В корпусе приспособления, в сепараторе равномерно расположены три закаленных шарика, которые при развальцовке трубы обкатываются вокруг конического ролика. Опорами конического ролика служат шарики. Положение шариков относительно оси грубы регулируется гайкой. Хвостовик приспособления закрепляется в патроне сверлильной машины. При работе, постепенно поджимая гайку коническим роликом, разводят шарики дальше от оси труб и тем самым увеличивают развальцовку. По окончании работы, при отвертывании гайки под действием пружины конический ролик поднимается кверху, шарики сближаются и выходят из развальцованной канавки.
Рис. 5. Механическая развальцовка TDV6
Рис. 6. Вальцевание труб:
а — механизм для вальцевания, б — схема действия вальцовки: 1 — труба, 2 — прокладка, 3 — фланцы, 4 — ролики, 5 — конус
Производительность работы при пользовании этим приспособлением возрастает в несколько раз по сравнению с ручной развальцовкой. Реклама:Читать далее:Навивка пружинСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|