|
|
Категория:
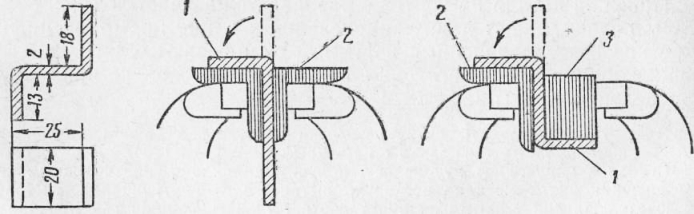
Гибка и правка металла Далее: Гибка и вальцевание труб Для большей наглядности рассмотрим несколько примеров гибки. На рис. 84 схематически показано изготовление д в о й-ного изогнутого угольника из листовой стали толщиной 2 мм.
Рис. 1. Изготовление двойного изогнутого угольника:
1 — угольник, 2 — нагубники, 3 — подкладка-брусок
Эту работу следует выполнять таким образом:
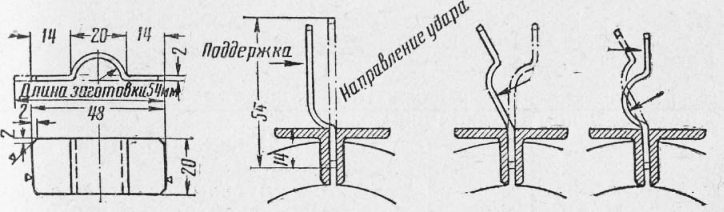
Рис. 2. Изготовление полукруглой скобы
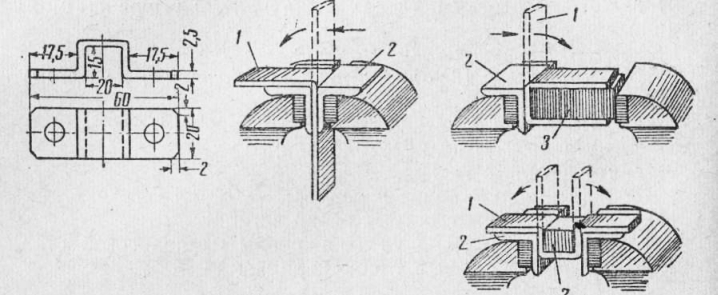
Изготовление полукруглой скобы из полосовой стали (рис. 2) осуществляется в таком порядке: Порядок изготовления прямоугольной скобы из полосовой стали (рис. 3) после отрубания и разметки концов заготовки таков:
Рис. 4. Изготовление прямоугольной скобы.
1—заготовка скобы, 2 — нагубвики, 3 — бруски-оправки</div
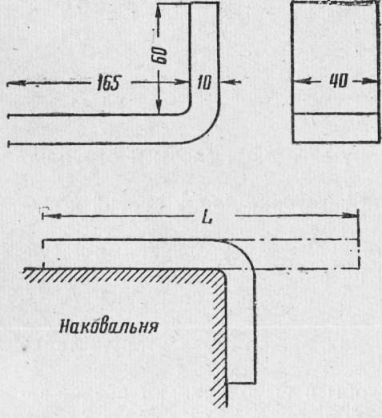
Рис. 5. Схема изготовления горячей гибкой угольника с закругленными по Угольнику, наружным и внутренним углами
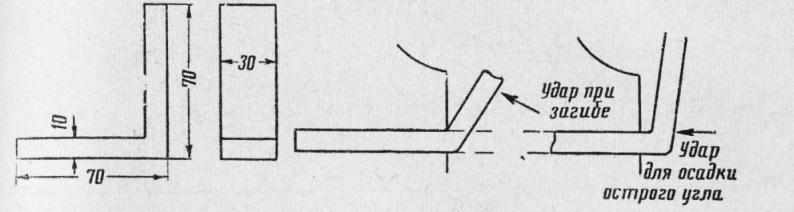
Горячая гибка применяется в тех случаях, когда тол-шина заготовки превышает 5 мм и когда гибку в тисках в холодном состоянии производить трудно, 108 концы На рис. 5 показано изготовление горячей гибкой стального угольника с закругленными наружным и внутренним углами, а на рис. 6 с острыми углами. Захватив полосу клещами, нагревают ее конец до вишнево-красного цвета; быстро охладив конец полосы на небольшую длину (чтобы не разбить его ударами по торцу), загибают на краю наковальни угол и затем выправляют загнутую часть под угольник. Во втором случае отмечают место сгиба, нагревают заготовку и быстро зажимают ее в тисках. После этого ударами молотка загибают угол, снимают заготовку с тисков и, захватив ее клещами, снова нагревают. Далее следуют приемы: и внутренним углами зажим заготовки в тисках, осаживание металла молотком на острый угол (стороны угольника после каждого нагрева зажимают попеременно), освобождение угольника из тисков, нагрев места сгиба, зажим угольника в тисках и сгибание его под прямой угол.
Рис. 6. Схема изготовления горячей гибкой угольника с острым наружным
Заключительная операция — выпрямление сторон угольника на наковальне. Реклама:Читать далее:Гибка и вальцевание трубСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|