|
|
Категория:
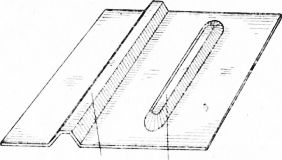
Алюминиевые сплавы Применение гофрированных листов, а также единичных и групповых гофров в металлоконструкциях имеет большое значение, но особенно эффективно их применение в конструкциях из алюминиевых сплавов, где труднее обеспечить необходимую жесткость элементов конструкций. При этом в крановых конструкциях достигается уменьшение толщин вертикальных листов несущих крановых балок, настилов площадок и различных кожухов при той же, а иногда и большей жесткости конструкции. Уменьшение толщин металла приводит к меньшим сечениям сварных швов, а иногда позволяет применить контактную точечную сварку вместо дуговой, что в значительной мере уменьшает деформации, а следовательно, уменьшает правку, общую трудоемкость и стоимость изделия. Гофрированные тонколистовые конструкции легче по весу, а это уменьшает трудоемкость технологических операций. Кроме того, внешний вид гофрированных конструкций лучше. Гофрирование в зависимости от толщин листов и оборудования, имеющегося на заводе-изготовителе, может выполняться штамповкой на прессе, на вальцах с помощью дополнительных приспособлений и на зиговочных машинах. Наиболее целесообразно гофрирование производить на прессе. На рис. 1 показаны гофры, полученные в штампах.
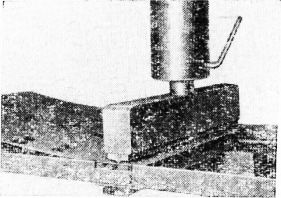
Рис. 1. Открытый и закрытый гофры Штамповка обеспечивает качественное выполнение гофрирования и достаточно высокую производительность труда. Гофрирование тонких листов можно производить и на вальцах двумя способами: прокаткой и нажимом верхним валом (без вращения). На зиговочных машинах гофрируются листы толщиной не более 3 мм с применением специальных направляющих приспособлений, причем после гофрирования необходима правка. Гофры могут быть открытыми и закрытыми. Закрытые гофры делать труднее ввиду более сложных штампов и необходимости правки после штамповки. Рекомендуется изготовлять штампы для одновременной штамповки двух и более гофр; при этом гофр штампуется по упору, положение каждого последующего фиксируется штампом (впадинами). Для компенсации пружинения листов после штамповки рабочие поверхности матрицы и пуансона должны проектироваться с учетом пружинения. На величину требуемой корректировки штампов влияет форма штампуемого гофра, толщина материала, его марка и величина радиусов закруглений. Величина корректировки размеров штампов проверяется опытным путем. При одновременной штамповке нескольких гофр рекомендуется пользоваться прижимными приспособлениями, которые, прижимая края штампуемых листов, способствуют их выравниванию. Выравниванию листов в процессе гофрирования способствуют также направляющие угольники, которые ограничивают штамп и обрабатываемые листы. После основного рабочего хода пуансона необходимо производить один или несколько дополнительных ударов пуансона. Затрата времени на последующую правку изделий, выполненных с применением указанных приспособлений, минимальная. Качество гофрирования значительно улучшается. Примером применения гофрированных листов в крановых конструкциях из алюминиевых сплавов является настил площадок 5-тонного крана. Гофрирование настила осуществлялось в одноручьевом штампе на прессе, показанном на рис. 2.
Рис. 2. Одноручьевой штамп для гофрирования листов с направляющими угольниками
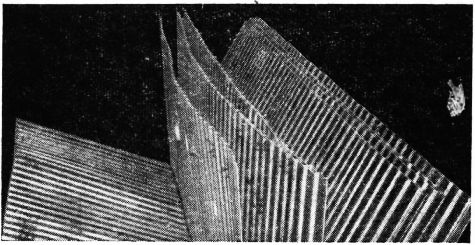
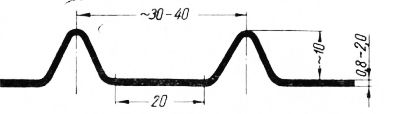
Рис. 3. Гофрированные листы для настила площадок крана из алюминиевых сплавов Форма гофр, их размеры и количество могут быть различными в зависимости от применяемого материала, требований конструкции и имеющегося оборудования. Для изготовления гофрированного настила площадок целесообразно применять закаленный и естественно состаренный сплав АВ-А-Т (авиаль) с относительным удлинением 6=18-22%. Хорошей формой гофра для площадок, с точки зрения жесткости, является трапецеидальная, однако такой гофр неудобен для обслуживающего персонала крана «скользкий»). По этой причине рекомендуется для настилов применять треугольную форму гофра, как показано, например, на рис. 4.
Рис. 4. Сечение гофрированного настила для площадок кранов Реклама:Читать далее:Штамповка алюминиевых сплавовСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|