|
|
Категория:
Сварка металлов Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия. При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100—1300 °С, во всяком случае выше точки превращения <х — у. Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас% обычное а-железо переходит в -у-же-лезо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объемуметалла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла’, т. е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т. е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями. Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения. Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии. Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный на грев. Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла. При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe304, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т. е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут служить: бура Na2B407, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси. После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки. Осадка может производиться ручной или механической проковкой места сварки, прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.
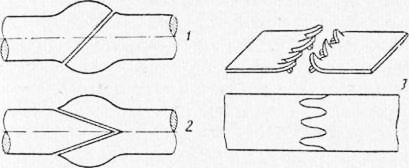
Рис. 1. Подготовка изделий под горновую сварку:
1 — внахлестку; 2 — вразруб; 3 — врасщеп
При горновой сварке всегда довольно велика вероятность оставления окислов, окалины и других загрязнений на поверхностях металла, подлежащих сварке. Нагрев до пластического состояния не обеспечивает удаления загрязнений в процессе осадки, в особенности при значительных размерах сечений сварки. Поэтому для повышения надежности горновой сварки стремятся увеличить поверхность соприкосновения соединяемых частей; с этой целью поверхность перед сваркой соответственным образом подготавливают и разделывают (рис. 207). ]лсли осадка производится, например, проковкой таким образом, что она уменьшает сечение металла места сварки, то прибегнет к предварительной высадке соединяемых частей. Несмотря 1 Существенными недостатками горновой сварки являются: медленность нагрева металла и, следовательно, низкая производительность процесса; сложность процесса осадки, требующего значительной квалификации рабочих; недостаточная надежность получаемого сварного соединения. К этому присоединяется возможность значительного роста зерна, перегрева и пережога металла ввиду продолжительности процесса нагрева. Малая производительность делает горновую сварку дорогой, а прочность сварного соединения получается пониженной и колеблющейся в широких пределах. Эти причины и объясняют постепенное вытеснение горновой сварки в современном производстве. Разновидностью горновой сварки являются способы, при которых изделие для нагрева не помещается в специальную печь, а место сварки нагревается специальными сварочными горелками. Место сварки возможно нагревать более дешевыми промышленными газами, сжигаемыми в смеси с воздухом в специальных горелках. За горелками следует осадочное устройство в форме молотов, производящих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, производящих осадку и осуществляющих таким образом сварку деталей, чаще всего стальных листов. Имеются отрасли производства, где горновая сварка и сейчас сохраняет ведущее положение, например производство сварных газовых труб, преимущественно небольших диаметров, не свыше 100 мм. Полосы стали нагревают в печах, затем нагретая полоса со свертышем на конце протаскивается через волочильную оправку со скоростью несколько десятков метров в минуту, происходит свертывание полосы в трубу и заварка продольного шва. Производство таких труб имеет массовый характер, и они выпускаются тысячами километров для газовых, водопроводных сетей и пр. Сохранила горновая сварка значение в производстве различного составного инструмента из поделочной и инструментальной углеродистой стали (топоры, ломы, кирки и т. п.). Реклама:Читать далее:Индукционная (высокочастотная) сваркаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|