|
|
Категория:
Пайка Далее: Гальваническое лужение Высушенные детали подвергают флюсованию. Мелкие детали в проволочной корзине помещают в водный раствор хлористого цинка В ванне, облицованной листовым свинцом, а крупные детали опускают на подвесках. После извлечения корзины из ванны встряхиванием удаляют излишки флюса и пересыпают детали в другую проволочную корзину, нагретую до температуры 200—250 °С. Корзину с деталями быстро погружают в тигель с расплавленным припоем, нагретым до температуры 390—410 °С и выдерживают в нем 10—15 сек. Вынув из тигля, корзину с деталями быстро переносят в центрифугу для удаления излишков незастывшего припоя с поверхности деталей. После остановки центрифуги детали высыпают в ванну с нагретым до температуры 95 °С содовым раствором и перемешивают их деревянной мешалкой. В этой ванне достигается нейтрализация кислотных остатков флюса. Далее детали тщательно промывают сначала в холодной проточной воде, затем в горячей воде и сортируют. Хорошо облуженные детали помещают в сушильный шкаф для удаления с их поверхности влаги. Спаянные между собой детали лудят повторно с новой партией. Чтобы избежать в тигле образования пленки окислов на поверхности расплавленного припоя, его сверху засыпают порошком графита. При горячем лужении в тигле содержание олова в припое уменьшается, поэтому необходимо для поддержания нормального состава тигель загружать припоем с несколько повышенным содержанием олова. В результате растворения частиц металла деталей при лужении происходит насыщение припоя железом, медью и другими металлами. При повышении содержания в припое посторонних металлов ухудшается качество лужения: слой полуды становится шероховатым, покрывается темно-серыми пятнами. Способ нанесения оловянных покрытий погружением в расплавленное олово, несмотря на высокую производительность, экономически нецелесообразен вследствие большого расхода олова. Однако покрытие, полученное горячим способом, обладает большой химической стойкостью.
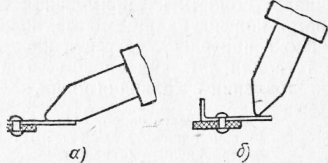
Рис. 1. Положения паяльника при облуживании деталей: Реклама:Читать далее:Гальваническое лужениеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|