 Группа дефектов 4 - раковины
Группа дефектов 4 - раковины
Категория:
Производство точных отливок
Группа дефектов 4 - раковины
Водородные раковины: числовое обозначение 42.
Описание дефекта: малые полости с гладкой поверхностью, как правило, непосредственно под поверхностью отливки. Раковины выходят на поверхность отливки в виде мелких отверстий (рис. 1).
Причины дефекта:
1. Нарушение плавки металла. Металл соприкасался с водой или с парами воды.
2. Недостаточно раскислен металл перед заливкой.
3. Неправильный способ заливки.
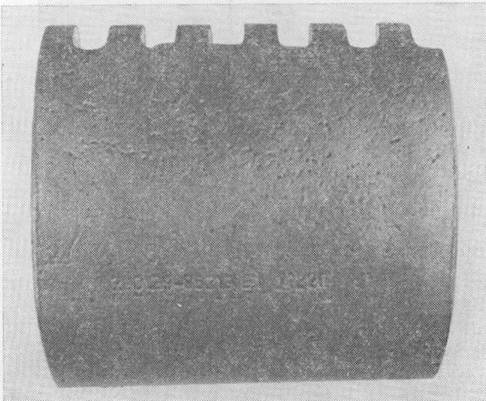
Рис. 1. Пористость на поверхности отливки (водородные раковины)
Устранение дефекта:
1. Высушить или прокалить шихту, разливочный желоб и все приспособления и инструменты, применяемые для работы с жидким металлом.
2. Выдерживать технологическую инструкцию по раскислению металла.
3. Для некоторых сплавов, у которых этот дефект проявляется очень часто, следует вместо заливки оболочковой формы без наполнителя применять формовку оболочек в опоках с последующим прокаливанием и заливкой.
Усадочные раковины: числовое обозначение 43.
Описание дефекта: открытые (поверхностные) или закрытые (внутренние) полости в стенках отливки с шероховатой или грубокристаллической, часто окисленной поверхностью. Иногда усадочная раковина появляется в виде впадины на поверхности отливки.
Причины дефекта:
1. Нетехнологичная конструкция отливки. Большое различие в толщинах сгенок, наличие резких переходов. Неправильная литниковая система (не обеспечивающая направленное затвердевание металла отливок).
2. Не выполнено требование направленного затвердевания во всех сечениях отливки по направлению к прибыли, поскольку неправильно спроектированы литниковая система и прибыль. В местах, где произошло более позднее затвердевание, чем в прибыли, образуется усадочная раковина вследствие уменьшения объема металла при переходе из жидкого состояния в твердое.
3. Высокая температура заливки металла.
4. Местное растрескивание формы. Часть металла вытекла; в прибыли не хватало достаточного количества металла для питания отливки.

Рис. 2. Усадочные раковины
Устранение дефекта:
1. Изменить конструкцию отливки согласно рекомендациям, приведенным в гл. 2.
2. Проконтролировать эффективность работы литниковой системы. Если необходимо, исправить ее так, чтобы жидкого металла хватило для всей отливки при соблюдении условия направленного затвердевания.
3. Снизить температуру заливаемого металла; в некоторых случаях, если позволяет конструкция отливки, снизить температуру керамической формы.
4. Тщательно контролировать керамические формы
Реклама:
Читать далее:
Группа дефектов 5 - включения
Статьи по теме: