 Группа дефектов 5 - включения
Группа дефектов 5 - включения
Категория:
Производство точных отливок
Группа дефектов 5 - включения
Шлаковый засор: числовое обозначение 51 по CSN 421240.
Описание дефекта: открытые (поверхностные) или закрытые (внутренние) полости в теле отливки, частично или полностью заполненные шлаком.
Причины дефекта:
1. Недостаточно очищена поверхность расплавленного металла в ковше.
2. Недостаточно очищен ковш; в нем имеются излишки шлака от предыдущей плавки.
3. Некачественная футеровка ковша; футеровка оплавляется жидким металлом.
4. Пониженное качество исходных материалов для изготовления керамических форм.
5. Огнеупорный материал реагирует с жидким металлом.
Устранение дефекта:
1. Тщательно очищать зеркало металла от шлака или использовать сифонные ковши и ковши с перегородками.
2. Сразу после заливки очистить ковш от остатков шлака и металла или снова обмазать ковш.
3. Подобрать для футеровки ковша более огнеупорный материал.
4. Улучшить входной и межоперационный контроль.
5. Подобрать для изготовления формы огнеупорные материалы, которые не реагируют со сплавом и с его окислами.
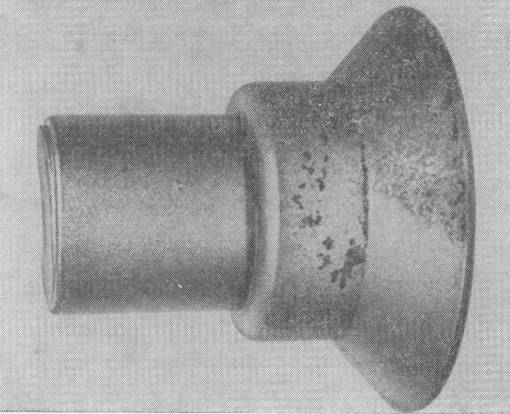
Рис. 1. Шлаковый засор
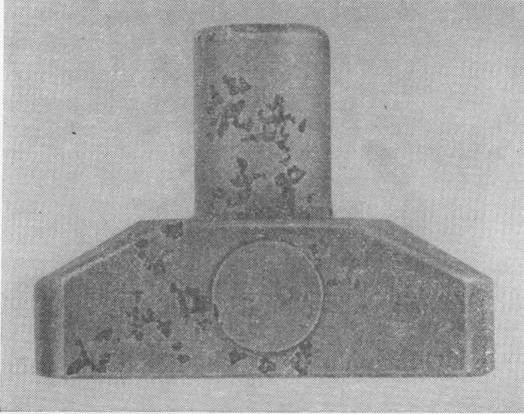
Рис. 2. Песчаные раковины (засор)
Устранение дефекта:
1. Проверить гранулометрический состав обсыпочного материала и при его несоответствии заменить новым.
2. Удалить с поверхности модельных блоков остатки разделительного состава. Для этого используют мыльный раствор, гидролизованный раствор этилсиликата, бензин и т. п.
3. Увеличить время выдержки модельного блока в суспензии. Оптимальной считается выдержка, после которой из оболочковой формы прекращается выделение в суспензии пузырьков воздуха.
4. Скорректировать вязкость суспензии с зернистостью обсыпочного материала. Слой жидкой суспензии на блоке моделей обсыпать мелкозернистым материалом. Обратить особое внимание на зернистость огнеупорного материала при обсыпке блока в псев-докипящем слое. На погружаемый в псевдокипящий слой модельный блок оседают прежде всего наиболее мелкие частицы, поэтому огнеупорный материал предварительно обеспыливают.
5. Определить содержание условной двуокиси кремния в гидро-лизованном растворе этилсиликата. При малом содержании этого компонента следует приготовить новый гидролизованный раствор
6. Заменить долгохранящуюся суспензию свежеприготовленной.
7. Увеличить время сушки слоев оболочки, ориентируясь на температуру и влажность воздуха в камере сушки.
8. Предотвратить колебание температуры в сушильной камере, проконтролировать работу регулирующих устройств, ввести непрерывный контроль температуры в сушильной камере.
9. Скорректировать условия выплавления моделей так, чтобы они соответствовали технологическим параметрам. Выплавлять модельный состав в автоклаве.
10. Отрегулировать температурный режим при обжиге керамических форм, обеспечивающий равномерный прогрев всех частей оболочки.
11. Устранить возможность появления засоров из-за попадания обломков керамических форм или песка в полость форм. Применять специальные приспособления для удаления наплывов с верхнего края литниковых чаш. Использовать защитные колпачки или другие приспособления, обеспечивающие надежную защиту от попадания песка в оболочковую форму при ее формовке в опоках, при прохождении в печи прокаливания и при установке раскаленных форм в кипящий слой перед заливкой. Проконтролировать отдельные рабочие операции (от приготовления модельного состава до заливки керамических форм) или, наконец, определить, на какой операции происходит загрязнение полости формы. Провести инструктаж с работающими.
Корольки: числовое обозначение 54.
Описание дефекта: небольшие окисленные металлические шарики в открытых раковинах, затвердевшие и не связанные с отливкой.
Причины дефекта: неправильное заполнение формы металлом. Металл заливается в форму слишком быстро с разбрызгиванием. Образующиеся при этом металлические шарики могут попасть в полости формы, еще незаполненные жидким металлом. Они затвердевают и покрываются окисной пленкой. При последующем заполнении углерод заливаемого металла реагирует с окисной пленкой корольков; образуется окись углерода СО, которая создает вокруг шарика газовый пузырек.
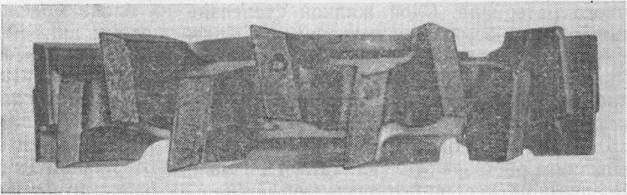
Рис. 3. Корольки
Устранение дефекта: следует изменить литниковую систему таким образом, чтобы заполнение формы металлом было плавным, без разбрызгивания.
Реклама:
Читать далее:
Дефекты отливок, не вошедшие в стандарт csn 421240, но часто встречающиеся при литье
Статьи по теме: