 Группа дефектов - недолив
Группа дефектов - недолив
Категория:
Производство точных отливок
Группа дефектов - недолив
Недолив: числовое обозначение 11 по CSN 421240 (рис. 1).
Описание дефекта: не полностью выполненная конфигурация отливки вследствие недостаточного заполнения формы металлом.
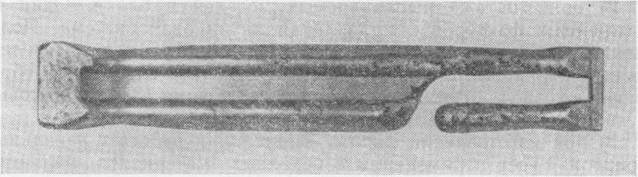
Рис. 1. Недолив
Причины дефекта:
1. Керамическая оболочка имеет малую газопроницаемость. Воздух, находящийся в тонких сечениях, в узлах, не может во время заполнения формы металлом удалиться через стенку оболочки формы и тем самым не позволяет металлу заполнить всю полость оболочки. Причиной малой газопроницаемости может быть:
а) недостаточно прокаленная керамическая форма. При выплавлении модели часть модельного состава пропитывает материал формы. При обжиге модельный состав частично сгорает, а частично переходит в пироуглерод, который закупоривает поры оболочковой формы. Такие оболочки имеют темный (седой) цвет;
б) очень высокая дисперсность огнеупорного наполнителя в суспензии, не соответствующая требованиям вязкость суспензии и мелкий огнеупорный материал для обсыпки блоков с нанесением суспензией.
2. Низкая температура металла при заливке. Заливаемый металл при контакте со стенками формы охлаждается и преждевременно затвердевает; из-за потери жидкотекучести металл не может четко заполнить всю полость формы.
3. Неправильно спроектированная литниковая система. Она не обеспечивает течение металла в форме с необходимой скоростью. В результате медленной заливки металл преждевременно охлаждается и не заполняет полость формы.
4. Сплав, выбранный для данной отливки, имеет плохие литейные свойства.
5. Нетехнологичность отливки, например не выдержано правильное соотношение между толщиной стенки и величиной поверхности отливки.
Устранение дефекта:
1. Увеличить время прокаливания форм; контролировать зернистость огнеупорного наполнителя в суспензии и обсыпочного материала.
2. Повысить температуру заливки металла и температуру формы.
3. Проверить литниковую систему и рассчитать ее так, чтобы время заливки было оптимальным.
4. Применить сплав с удовлетворительными литейными свойствами.
5. Изменить конструкцию отливки с учетом требований
Причины дефекта:
1. Поверхность моделей не была очищена от смазывающего разделительного средства.
2. Отдельные слои оболочки, в частности первый слой, не были совершенно сухими. При нанесении слоя на неотвержденный слой оба слоя деформируются. Недостаточное высушивание слоя суспензии на блоке приводит к неполному превращению золя двуокиси кремния в гель и последующему затвердеванию геля. Неотвержденная пленка геля при нанесении на нее нового слоя суспензии впитывает жидкую фазу и набухает. Объем пленок увеличивается, и недостаточно отвержденный слой вспучивается, деформируя верхний, не имеющий в начальный момент достаточной прочности.
3. Огнеупорность или стойкость при высоких температурах огнеупорного материала оболочковой формы мала. После заливки металлом оболочковая форма нагревается, при высокой температуре становится пластичной и деформируется от гидростатического давления залитого металла.
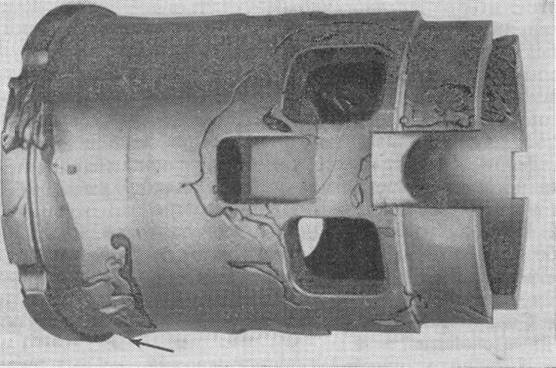
Рис. 2. Вздутие (раздутие), особенно четко видно в месте, указанном стрелкой
Устранение дефекта:
1. Выплавляемую модель обезжирить, смыв смазку в синтетическом моющем средстве, или в мыльном растворе, или очень быстро сполоснуть в органическом растворителе. Разделительные составы, содержащие поверхностно-активные вещества, не следует смывать, так как при этом снижается поверхностное натяжение при смачивании модели суспензией.
2. Увеличить время сушки, особенно первого слоя оболочки.
3. Вместо относительно низкоогнеупорного кварцита в качестве наполнителя суспензии использовать молотый циркон или корунд, или увеличить число оболочек (слоев) в керамической форме, или заливать металл в опоках, в которой оболочка заформо-вана огнеупорным наполнителем.
Реклама:
Читать далее:
Группа дефектов 2 - дефекты поверхности отливок
Статьи по теме: