|
|
Категория:
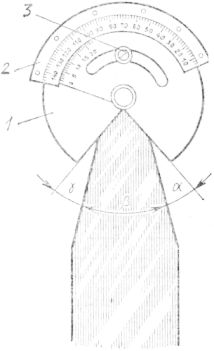
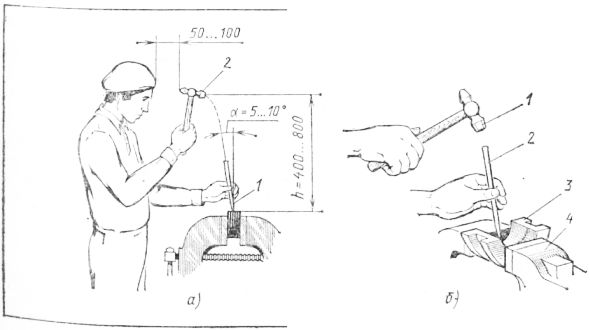
Практика слесарно-сборочных работ В практике слесарно-сборочных работ широко применяют режущие инструменты, предназначенные для вырубки заготовок различных профилей, а также для вырезки заготовок из листовой стали и цветных металлов. К этим инструментам относят зубила разных форм и размеров. Зубило представляет собой простейший, но необходимый в слесарном деле режущий инструмент, в котором режущее лезвие имеет форму клина. При рубке металла особое значение имеет правильный угол заточки режущей части зубила или крейцмейселя. Для этой цели применяют угломерный прибор, с помощью которого можно проверять углы заточки сверл, зубил, крейцмейселей, резцов и др. Прибор состоит из поворотного диска диаметром 75 мм, на котором закреплен сектор со шкалой, проградуированной от 10 до 140°. Положение сектора со шкалой при установке на угол заточки фиксируют винтом. Действие инструмента на обрабатываемый металл изменяется в зависимости от положения оси клина и направления действия и силы удара. Следует добавить, что врезание режущей части зубила зависит не только от силы удара молотком по бойку зубила, но и от массы молотка, угла наклона зубила и расстояния замаха молотка. При рубке нужно следить за тем, чтобы правая рука не напрягалась, а локоть ее был слегка согнут во время кистевого удара молотком по бойку зубила. Удар должен быть не сильным, но точным, при этом большой, указательный и средний пальцы руки немного вытянуты вдоль ручки молотка, слегка захватывают ее, безымянный палец и мизинец, сжимая ручку молотка, создают направление и точность удара бойка молотка по бойку зубила. При замахе молоток должен проходить с правой стороны от головного убора и не доходить до козырька примерно 50—100 мм, при этом высота h замаха не должна превышать 400—800 мм. На рис. 2, б показан второй прием захвата рукоятки молотка всеми пальцами правой руки. Пальцы слегка вытягивают вдоль рукоятки молотка и направляют боек молотка гю бойку крейцмейселя, который захватывают большим, указательным, средним и безымянным пальцами, при этом большой палец создает направление инструменту при вырубке, например, канавок во вкладыше подшипника, закрепленного в тисках. В процессе сборочных работ слесарям часто приходится производить чеканочные работы с помощью чеканочного молотка и специальных чеканов; при этом точность и сила удара бойка молотка по бойку чекана во многом зависят от правильности расположения пальцев рук при захвате ручки чеканочного молотка и чекана. Для вырезания заготовок и прокладок разной формы из листовой стали и цветных металлов толщиной от 0,2 до 1,5 мм применяют три типа ручных ножниц.
Рис. 1. Проверка угломерным прибором угла заточки зубила:
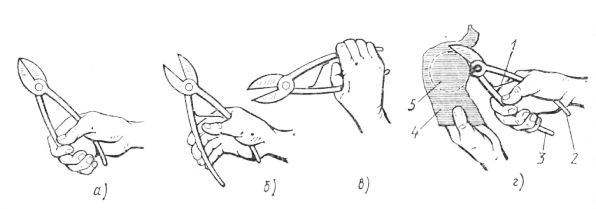
Рис. 2. Приемы рубки металла зубилом При работе важно правильно располагать пальцы правой руки при захвате рукояток ножниц. Один из приемов захвата приведен на рис. 4, а: мизинец слегка опущен вниз, большой палец немного приподнят вверх вдоль верхней рукоятки и прижимает ее к ладони; при этом указательный, средний и безымянный пальцы, захватывая снизу рукоятку ножниц, создают силу при резании. На рис. 4, б изображен второй прием захвата, когда указательный палец руки вытянут вдоль рукоятки ножниц, а большой палец слегка опущен вниз и создает направление пальцам среднему, безымянному и мизинцу при нажатии рукояток ножниц в процессе резания. Третий прием захвата: четыре пальца правой руки слегка захватывают сверху рукоятку ножниц, а большой палец прижимает к ладони вторую рукоятку ножниц, что создает удобство всем пальцам правой руки при резании. Для вырезания круглой листовой заготовки используют специальные ножницы с пластинчатой пружиной, закрепленной на нижней рукоятке. Пружина, упираясь снизу в рукоятку, разжимает их. В этом случае ножницы держат в правой руке, обхватывают большим пальцем верхнюю рукоятку и прижимают ее к ладони, а указательный, средний, безымянный пальцы и мизинец располагают вдоль рукоятки, обхватывают ее и нажимают на рукоятку снизу, создавая ей направление в процессе резания. Левой рукой удерживают лист заготовки и направляют его между режущими кромками ножниц, а правой рукой, сжимая и разжимая рукоятки, направляют верхнюю режущую кромку рукоятки и точно по разметочной линии вырезают круглую заготовку.
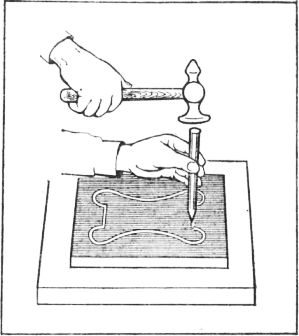
Рис. 3. Установка чекана и нанесение удара молотком при чеканке фасонного канта детали
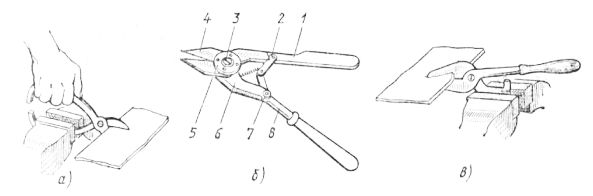
Рис. 4. Положение пальцев рук при захвате рукояток ножниц в процессе вырезки заготовок из листовой стали
Рис. 5. Приемы разрезания листового материала на полосы Для разрезания листа толщиной 0,2—0,5 мм на полосы применяют ручные ножницы: одну рукоятку (нижнюю) зажимают в тисках, а верхнюю захватывают пальцами правой руки и, периодически поднимая и опуская ее, разрезают заготовку по размеченной линии. Для резания листовой стали толщиной до 2,5 мм применяют силовые ножницы. При работе рукоятку (с насечкой) закрепляют в тисках, а рукоятку (рабочую с пластмассовым наконечником) захватывают правой рукой. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг заканчивается ножом и соединен винтом через шайбу с рукояткой. Рукоятка через ось и двухшарнирное звено соединена с рукояткой. Эта система рычагов увеличивает силу резания примерно в 2 раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам потайными заклепками. Эти ножницы имеют специальное приспособление для резки прутков диаметром до 8 мм. Малогабаритные силовые ножницы обеспечивают хорошее качество реза на детали. Для разрезания металла толщиной до 2 мм применяют стуловые ножницы. Нижнюю ручку закрепляют в параллельных тисках или крепят на столе или на другом жестком основании. Эти ножницы малопроизводительны, при работе требуют значительных Усилий, поэтому их применяют для разрезания небольшой партии листового металла. При разрезании металла применяют различные типы механических и гидравлических ножниц и прессы. Настольные ручные Рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни до 6 мм. Перед началом Работы основание ножниц крепят болтами к столешнице верстака. Разрезание листовых заготовок настольными рычажными (а) и электровибрационными (б) ножницами Затем правой рукой поднимают рукоятку и шарнирно соединенный с ней осью нож. Второй нож закреплен в корпусе ножниц. Затем лист укладывают на столик и плавным нажимом на рукоятку разрезают лист строго по размеченной линии. Ножи изготовляют из инструментальной стали и закаливают до твердости HRC3 52—60. Углы заострения режущих граней 75—85°. Перед работой проверяют, смазаны ли трущиеся части, плавно ли ходит рычаг, нет ли зазора между режущими кромками ножей и т. д. Реклама:Читать далее:Приемы разрезания металлов ручной ножовкойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|