|
|
Категория:
Рубка металла Далее: Способы выполнения рубки Режущий инструмент. В качестве режущего инструмента при рубке металлов служат зубило, крейцмейсель и канавочники. Зубила для рубки горячего металла называют кузнечными, а для рубки холодного металла — слесарными. Слесарное зубило состоит из трех частей: рабочей, средней и ударной.
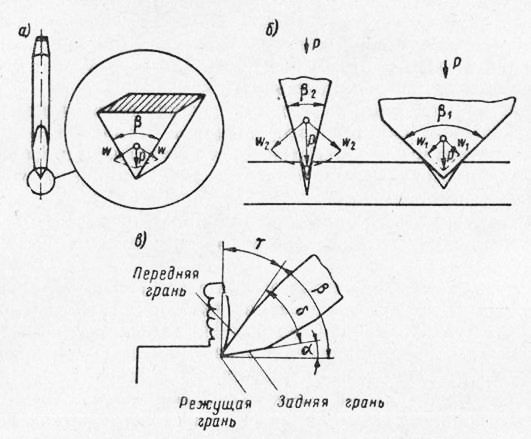
Рис. 1. Схемы процесса резания при работе зубилом;
а — распределение сил на клине; б — влияние угла заострения на процесс резания; в — процесс образования стружки при рубке и геометрия
В процессе обработки резанием требуемая форма детали достигается путем удаления излишка металла в виде стружки. При этом режущей части инструмента придается форма клина. Зубило представляет собой простейший режущий инструмент, в котором клин особенно четко выражен (рис. 1). Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения клина и направления действия силы, приложенной к его основанию. Различают два основных вида работы клина: Форма режущей части и углы ее заострения определяют геометрию режущего инструмента (зубила). Поверхности рабочей части зубила называются гранями. Грань, по которой сходит стружка металла в процессе резания, называется передней, а противоположная ей грань, обращенная к обрабатываемой поверхности заготовки, — задней. Пересечение передней и задней граней клина образует режущую кромку. Ширина режущей кромки зубила обычно равна 15— 25 мм. Угол, образованный сторонами клина, называют углом заострения, он обозначается греческой буквой б (дельта). Угол между передней гранью и обрабатываемой поверхностью называется углом резания и обозначается буквой р (бета). Угол между передней гранью и плоскостью, проведенной через режущую кромку перпендикулярно обрабатываемой поверхности, называется передним углом и обозначается буквой у (гамма). Чем меньше угол заострения, тем меньшее усилие необходимо приложить для осуществления резания. Поэтому величину угла заострения выбирают в зависимости от твердости обрабатываемого металла и условий работы инструмента. Назначение заднего угла а — уменьшить трение ме« жду инструментом и обрабатываемой поверхностью, Величина заднего угла обычно составляет 3—8°. Средняя часть зубила имеет форму, удобную для держания его в процессе рубки; обычно эта часть зубила имеет форму прямоугольного сечения с овальным}! гранями или форму многогранника, Головка зубила делается всегда в виде усеченного конуса с полукруглым верхним основанием. При такой форме головки сила удара молотком по зубилу используется с наибольшим эффектом, так как наносимый удар всегда приходится по центру ударной части зубила. Конусная головка, кроме того, меньше расклепывается при работе. Зубила длиной 100—125 мм применяют при выполнении мелких работ, а длиной 150—200 мм — при грубой работе. Качество зубила зависит от соблюдения установленного режима термической обработки (закалки и отпуска) и правильности заточки. Закалка рабочей части зубила производится путем нагрева его на длину 40— 70 мм до температуры 800—830° С (светло-вишнево-красный цвет каления) и охлаждения в воде на длине 15—30 мм с последующим отпуском до появления фиолетового цвета побежалости. Закалка головки зубила производится таким л^е способом на длине 15—20 мм с отпуском до серого цвета побежалости. Крейцмейсель отливается от зубила тем, что его режущая кромка значительно уже, чем у зубила. Применяется он для вырубания узких канавок, шпоночных пазов и т. п. Чтобы крейцмейсель, углубляясь в канавку, не заклинивался, его режущую кромку делают несколько шире следующей за ней рабочей части. В ря-. де случаев при обрубке больших плоскостей крейцмейсель используют перед применением зубила. Термическая обработка и геометрия заточки крейц-мейселей ничем не отличаются от термической обработки и геометрии заточки зубила. Канавочник применяется для вырубания смазочных канавок во вкладышах и втулках подшипников, профильных канавок специального назначения и других подобных работ. Канавочники изготовляют с остроконечными и полукруглыми режущими кромками. Размеры их зависят от диаметра вкладышей подшипников и втулок, в которых необходимо вырубить смазочные канавки. Канавочник отличается от крейцмейселя только формой режущей кромки. Следует отметить, что операция вырубания канавок трудоемкая и ответственная; канавки после вырубания часто получаются неровными, с неодинаковой глубиной и т. п. Новаторы производства изыскивают возможности совершенствования процессов вырубания канавок во вкладышах и втулках подшипников путем применения специальных приспособлений и механизированного инструмента. Заточка зубила и креицмеиселя. Станки для заточки режущего инструмента можно подразделить на три основные группы:
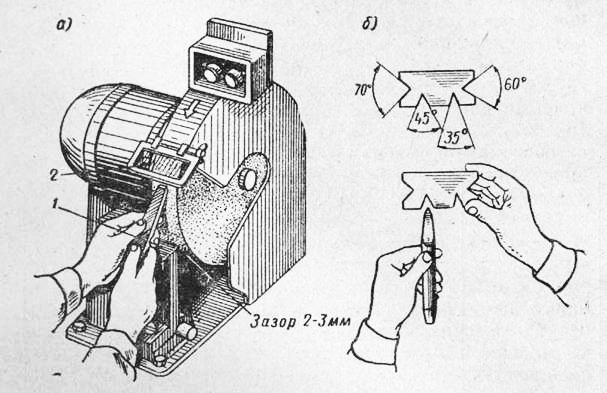
Рис. 2. Пример заточки зубила (а); проверка углов заточки (б)
При заточке зубила и крейцмейселя обычно пользуются простыми станками. Затачиваемый инструмент устанавливают при этом на подручник 1 простого заточного станка и с легким нажимом медленно перемещают его по всей ширине шлифовального круга. Заточку следует вести с охлаждением в воде. В процессе заточки зубило (крейцмейсель) следует поворачивать то одной, то другой стороной, что обеспечивает равномерную заточку. Режущая кромка зубила после заточки должна иметь одинаковую ширину и наклон к оси зубила. Величина угла заострения зубила или крейцмейселя проверяется по шаблону, представляющему собой пластинку с угловыми вырезами в 70, 60, 45 и 35°. При заточке зубила или крейцмейселя необходимо закрывать защитный экран. Ударный инструмент. К разновидностям ударного инструмента относятся молотки различного назначения и конструкций. Слесарные молотки изготовляют двух типов: с квадратным и круглым бойками. Процесс изготовления молотков с квадратным бойком проще, они дешевле и поэтому в практике слесарной обработки имеют широкое распространение. Преимущество молотков с круглым бойком заключается в том, что в них имеется большая масса ударной части по сравнению с тыловой, что обеспечивает большую силу удара и меткость. Существенным является выбор молотка по весу. Вес молотка должен соответствовать ширине режущей кромки зубила. Практика показывает, что для нормального удара при рубке металла каждому миллиметру ширины режущей кромки зубила должно соответствовать 40 г веса молотка, а каждому миллиметру ширины режущей кромки крейцмейселя — 80 г молотка. При выборе веса молотка, естественно, нужно учитывать также возраст и физическую силу работающего. Реклама:Читать далее:Способы выполнения рубкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|